 |
 |
 |
 |
How to cook with electric arc welding, which is necessary for safety

Manual electric arc welding has been used by mankind for over a hundred years. It remains the most versatile technology for joining metal.
Table of contents
- Welding methods
- How to choose a welding machine
- Arc Welding Basics
- Weld technique video
- Safety precautions when working with electric welding
Welding methods
Electric welding This is a universal way to fasten metal parts. Electric welding is easy to use and the weld is durable. Welding is less expensive than other connection methods, be it rivets, threaded or bolted connections.
Consider three main types of electric welding:
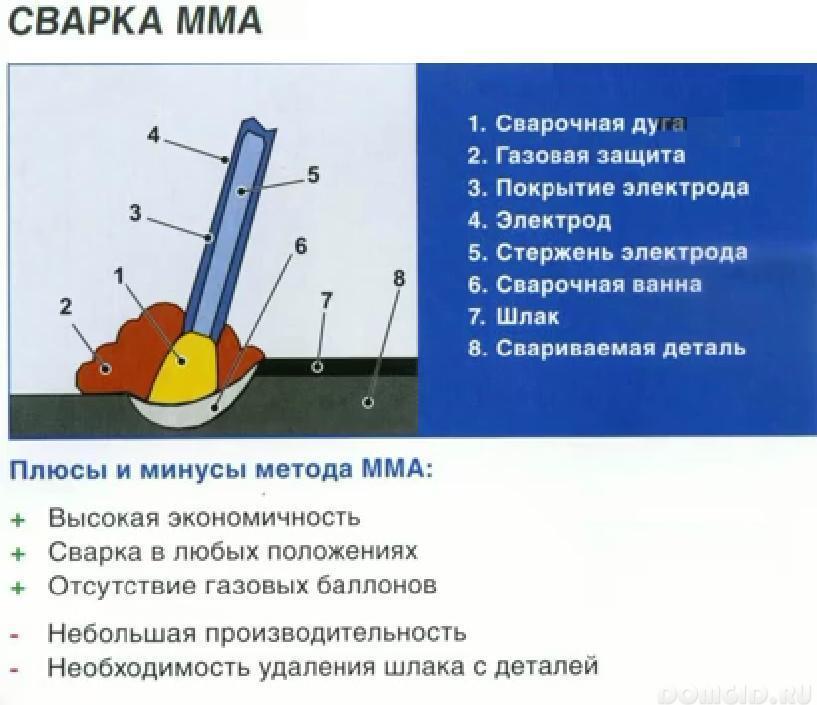
- MMA manual arc welding, performed by piece electrode;
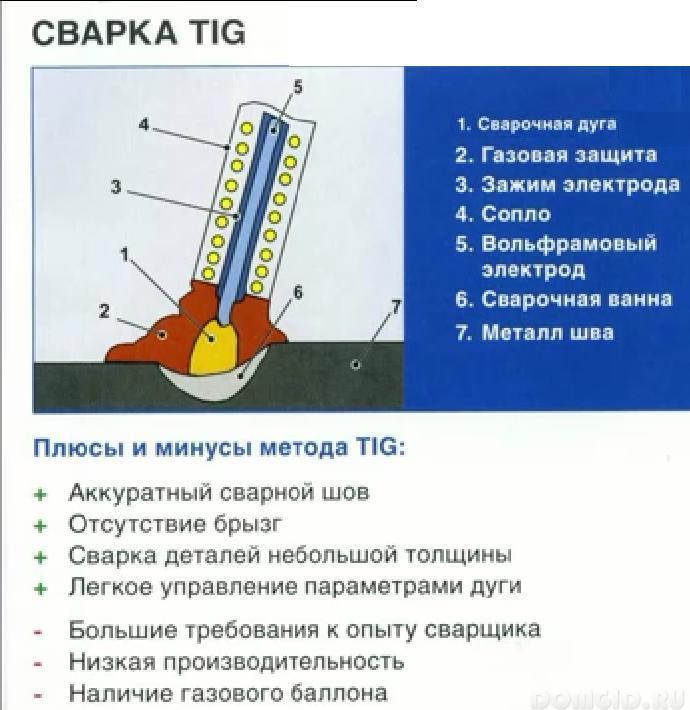
- Tig welding is performed by a non-consumable tungsten electrode;
- MIG-MAG Semi-automatic welding with electrode or flux-cored wire.

Each of the welding methods has its pros and cons. In most cases, for private use at home, there are no special requirements for welded structures and, to simplify welding, they use MMA technology. Electrodes can be purchased at your local hardware store and are always available.
How to choose a welding machine
For MMA welding technology, two main types of welding machines are used: transformer and inverters.
Welding transformers Using a transformer, they reduce the voltage of a household power supply 220V to 40-70V of the operating voltage of the welding. Transformers can operate on alternating (AC) and constant (DC) voltage. The current can be regulated smoothly or stepwise within 40-200A.
One of the main requirements of a welding transformer is the constancy of voltage in the network. If your power supply network is unstable, then due to the welding machine it will sag even more. In this regard, your neighbors may experience inconvenience.
Welding transformers do not have complex electronic components, so they are very reliable and durable. All welding transformers are cheaper than their welding counterparts. The manufacturing technology has been proven for decades and very rarely fails.
Inverter the last word of technology in MMA. This is a compact and lightweight welding machine. It provides a stabilization system for arc burning, regulates the output voltage, has a protection system and an accelerated arc ignition system.
Since welding inverters are high-tech and have serious electronic stuffing, the reliability of such devices is therefore less. The use of Chinese spare parts in the most branded manufacturers is also possible.
When choosing an inverter, the following points should be taken into account:
Maximum welding current. Depending on the maximum current, we can use electrodes with a larger diameter of 4-5mm, and cook thick and deep seams. For domestic conditions, a maximum current of 150 A is sufficient when working with a 4 mm electrode.
Duty cycle the conditional amount of working time and downtime of the welding inverter so that it cools down. It is expressed in%. For all models, the cycle is 5 or 10 minutes. The operating time in the cycle will also depend on the operating current: the lower the current, the more time can be cooked in one working cycle.
Warranty, yes, it’s a guarantee, because the inverter is a complex electronic equipment. Therefore, the greater the guarantee, the greater the likelihood that he will not refuse in the post-warranty period. After all, if the manufacturer used high-quality components for the production of an inverter, then the warranty lines can reach 3 years.
Arc Welding Basics
The metal rod of the electrode interacts with the base metal at a temperature of about 5000K. The molten metal forms a weld. The depth to which the product metal has melted is called the penetration depth. The width over which the base metal has melted is called the width of the weld pool. The depth and width of the weld pool depends on the strength of the welding current, welding mode, electrode diameter.
We single out the main criteria when working with arc welding:
Welding current set according to the diameter and coating of the electrode.
Note that as the electrode diameter increases with the same welding current, the density of the electrode decreases. As a result, the penetration depth decreases, an increase in the seam width, the appearance of a wandering arc.
Arc voltage depends on its length, it should be no more than the diameter of the electrode.
Welding speed set so that the metal from the welding electrode has time to fill the bath of the weld, forming a tubercle without undercuts and sagging.
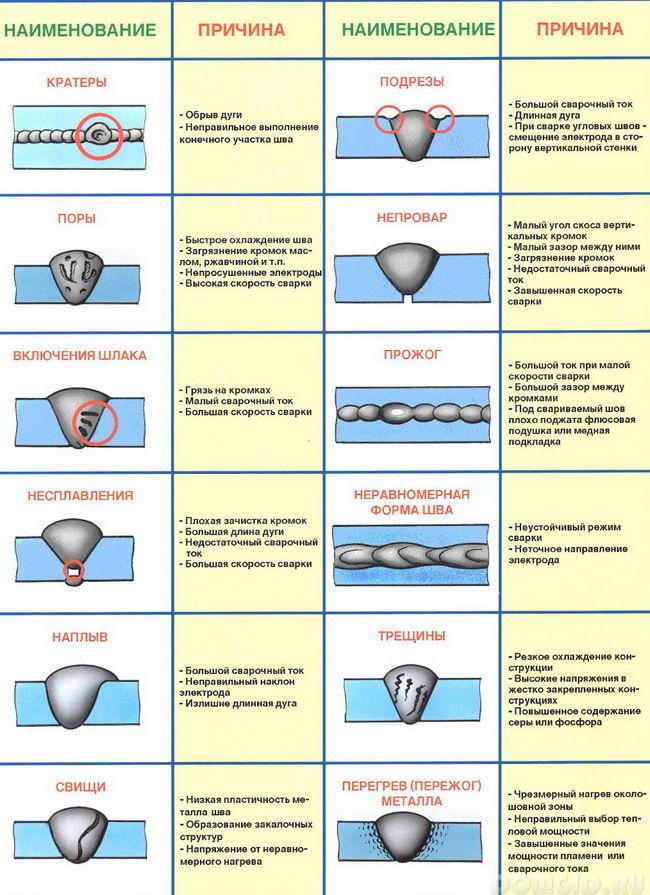
Typical weld problems:
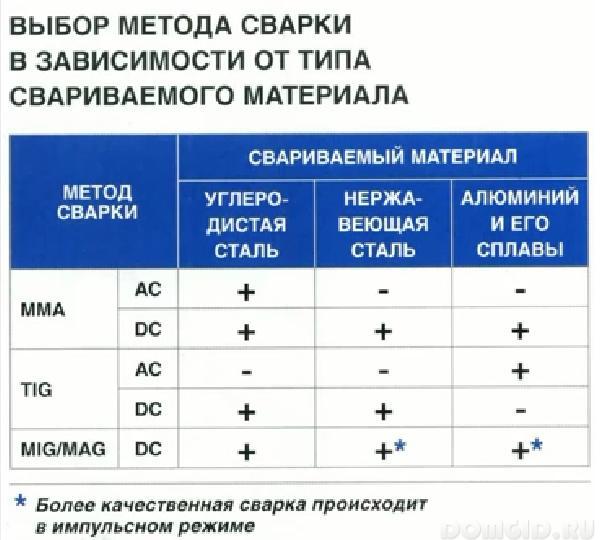
Welding with alternating current is very often used in households, performed with rutile-coated electrodes. Low alloy and low carbon steels are well welded.
DC welding is used for welding medium-carbon steels and cast iron. Reverse polarity is used to increase the welding speed.
The welding arc is ignited by a series of short and sharp touches of the electrode to the metal, or by striking the electrode on the surface of the product in the direction of the future weld. If the electrode sticks to the product, it must be torn off by swaying sharply to the right and left with the holder retracted upward. After ignition of the arc, the electrode can be in three positions:
- angle back;
- forward angle;
- at right angles.
At the end of the weld, to prevent the formation of a crater, the arc must be cut off after welding the crater in a few circular movements.
Weld technique
There are several tens of welding modes and methods for manipulating the electrode when performing welds. During welding, the electrode always moves in three directions:
The progressive downward movement supports the electric arc during the melting of the electrode, and regulates the depth of the weld pool. The speed of movement depends on the burning rate of the electrode.
The movement of the electrode along the direction of the weld forms a weld pool. The speed of movement depends on the width of the seam and the welding mode.
Transverse movements move the electrode to the sides to form the width of the weld pool. Vibrational movements determine the width of the weld, but should not exceed 3 electrode diameters.
The metal must be kept in a molten state until a weld bead is formed. It is necessary to prevent premature cooling of the metal in the weld pool. It is necessary to control the width of the weld pool, the depth of penetration.
Depending on where the weld is made, several spatial positions of the weld are distinguished.
Lower
Vertical
Ceiling
Safety precautions when working with electric welding
Welding work is work with a high level of danger. Therefore, each welder must comply with the rules of labor protection and fire safety. All work should be carried out in protective suits, gloves or mittens, it is mandatory to use a welding mask with various light filters. Protect the weld zone. Safety rules are regulated by SNiP 12-03-2001.
