



Welding technology for polypropylene pipes, specialist advice

Polypropylene pipes differ from traditional metal pipes in affordable cost and ease of installation. You can install such communications yourself, the main thing is to master the technology of welding polypropylene pipes, understand the specifics of working with the material, clearly follow the instructions and recommendations of specialists in this field.
- General information on welding polypropylene pipes
- Technology of polyfusion welding of pipes made of polypropylene
- Cold welding of polypropylene pipes
- Welding polypropylene pipes by electrical fitting
General information on welding polypropylene pipes
Today, there is a widespread replacement of old metal pipes with modern polypropylene pipes, which are made of a special type of plastic with a copolymer-resin.

Polypropylene pipes are used for arranging various communications (cold pipeline, transportation of hot water, heating systems). Between themselves, the pipes differ in wall thickness (PN10, PN16, PN 20) and the presence of stabilized aluminum foil (PN20Al).

The installation procedure of the pipeline allows you to connect the pipes together without additional components (adapters, tees, fittings or elbows), and using various welding methods. The developed technology for welding polypropylene pipes covers soldering of pipelines of various diameters and any types of joints: welded sections, turns, contours, fasteners and valves.
When working with polypropylene communications, it is important to remember that dismantling the system is not possible.
A welded or soldered joint cannot be disconnected. Therefore, when welding plastic pipes, one must act carefully, without rushing, following the developed sketch of the future heating or water supply system
One of the conditions for obtaining a strong and high-quality weld is to connect the pipe sections to be made of polymers of the same chemical composition. Therefore, it is better to choose pipes of the same brand, and the color does not matter.
Welding of polypropylene pipes can be done end-to-end and in the socket. The pipe jointing in the first way is carried out without the use of fittings.

The second method is more reliable, but more often used to connect pipes of a small cross section or, if necessary, to change the direction of the pipeline. In this case, connecting elements made of the same polymer as the pipes are used. When soldering, the parts of the external part of the pipe and the inner surface of the fitting are melted.
Technology of polyfusion welding of pipes made of polypropylene
necessary tools and equipment
In order to correctly connect polypropylene pipes, you need to prepare a detailed diagram of the future pipeline, mark all the turns, the location of the stop valves and prepare the necessary tools.
For polyfuse welding you will need:
- apparatus for welding polypropylene pipes;
- nozzles for the welding machine;
- contact thermometer;
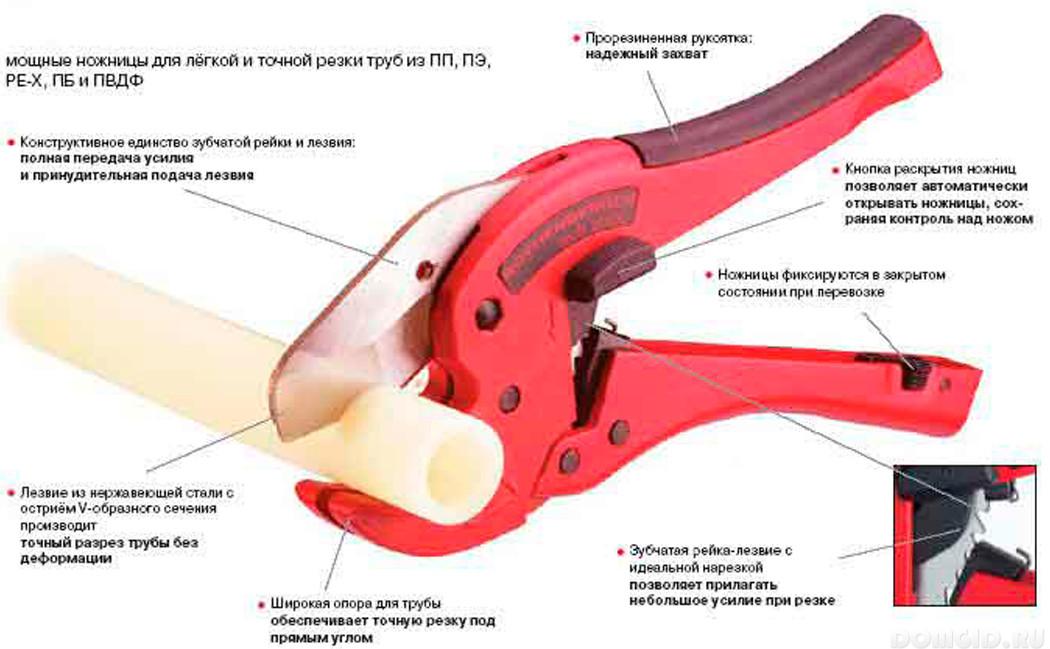
- pipe cutter or nippers;
- shaver;
- chamfer;
- meter;
- marker;
- non-synthetic fabric;
- alcohol.
The welding machine, or as it is popularly called, a soldering iron for welding polypropylene pipes consists of a heating plate, a temperature regulator and a holder. The heating plate has two holes for fixing the soldering elements.
A kit with a soldering iron usually includes nozzles for welding polypropylene pipes with a diameter of 20, 25, 30 and 40 mm. They are enough to connect any pipelines for domestic use. Iron nozzles have a Teflon coating, this prevents the molten plastic from sticking to the surface of the nozzle.

Sometimes a pipe cutter is included in the set of the welding machine, which provides an almost perfect cut precisely and quickly.

Recommendations and the procedure for working with the welding machine set forth in the equipment manual must be strictly observed to avoid damage to pipes and an emergency situation on the pipeline
Some experts prefer to use wire cutters that can handle cutting various types of polypropylene pipes, including those reinforced with fiberglass or aluminum.
For welding reinforced polypropylene pipes, a shaver will be needed, with which they clean the edges of the pipes before welding.

A chamfer is necessary when the pipe is heavily installed in the coupling. The device chamfers the edge at an angle of 60 degrees, the cut width up to 40 mm.

preparatory stage of welding
Do-it-yourself welding of propylene pipes begins with preparing the tool for work:
- attach nozzles of the required size to the welding machine;
- set the temperature of the soldering iron and plug it into the electrical network (the heating time will largely depend on the air temperature);
- before work, the teflon surface of the nozzles must be wiped with a non-synthetic fabric;
- the heating temperature of the welding machine can be controlled using a contact thermometer;
- the functionality of the torch or pipe cutter must be checked on the prototype pipe, the cut must be without cavities, otherwise the tool must be sharpened.
Connection pipes must be prepared for welding as follows:
- view the walls of parts; fittings must be in working condition;
- welding fittings and pipes must be cleaned and degreased (wipe with alcohol);
- fittings should fit tightly on the rim;
- measure and cut the pipe to the desired size;

- the end face of the pipe, prepared for welding, it is better to mow at an angle of 30-45 degrees (especially true for pipes with a diameter of more than 40 mm) when the pipe is inserted into the fitting, the material will not snap;
- along the entire length of the compound, the oxidized layer must be removed;
- in reinforced pipes at the ends of the connection, it is necessary to remove the aluminum layer using a shaver;

- on pipes reinforced with fiberglass, such a stripping is not necessary;
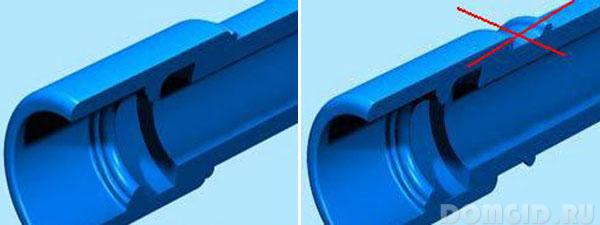
- pre-insert the pipe into the fitting and mark the depth of entry with a marker; the pipe must not be fully seated in the fitting sleeve (leave a gap of 1 mm) so that the pipe section does not narrow when soldering.
polypropylene pipe welding sequence
- We start welding polypropylene pipes. The instruction provides for the implementation of such actions:
- Immediately before connecting the pipes, re-degrease them.
- On the heated soldering iron nozzle, first fit the fitting part, and then the pipe.

- During heating, it is impossible to turn the parts so that they do not deform.
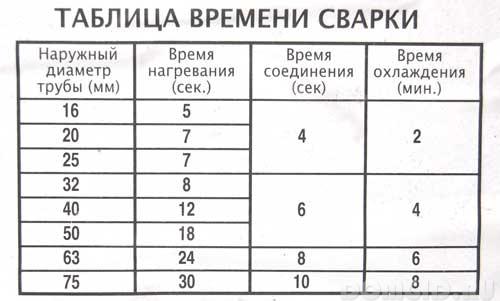
- Wait for the required welding time for polypropylene pipes. The interval depends on the power of the device and the size of the pipe.
- Remove the melted parts from the nozzles and interconnect them by uniform smooth pressing without axial rotation.

- We hold a fresh seam until partial cooling for 30 seconds.
welding algorithm for welded sections
If the pipeline is already installed and there is a need for its branching, then it is not necessary to deform the system and disassemble the pipe section, it is enough to properly weld the saddle.
The installation procedure for the welded section is as follows:
- Mark the place of the future branch and drill a hole in it (you must use a special drill for plastic pipes).
- Clean, if necessary, scrap aluminum and degrease hole.
- Install the nozzle of the required size on the welding machine and heat the tool to 260 degrees.
- Holding the device by the handle, install the heated nozzle into the hole.
- The heating seat of the cooking saddle must be inserted into the heating sleeve (all the way) and withstand the heating time (about 30 seconds).

- Remove the welding machine from the pipe and very quickly connect the cooking seat to the melted hole.
- The saddle must be pressed tightly, matching the axis, do not rotate or loosen. About 15 seconds should pass for soldering, for 10 minutes to cool completely.
After installing the saddle in it, you can continue to mount polypropylene pipes and additional connecting elements.
possible errors when welding pipes
Errors made during the brazing of the polypropylene pipeline lead to various problems: leakage and leakage of water at the connection, rupture of pipes, poor water pressure and other problems.
Typical errors in welding pipes made of polypropylene include:
- the gap is too large (more than 1 mm) between the edge of the fitting and the pipe (the connection section is thin and subsequently a rupture of the pipe can occur here);
- excessive compression of two soldered parts (a buildup is formed inside the pipeline, which reduces the pressure of water);
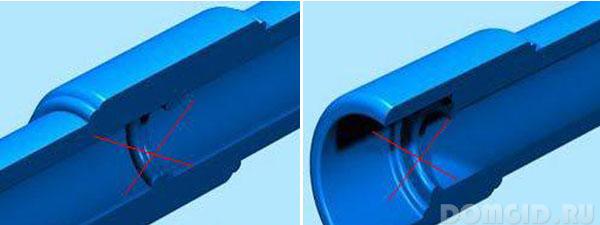
- when the parts to be joined are overheated, the tightness of the joint deteriorates, and if the pipe is not heated, it will not work to solder the pipes;
- the mismatch of the axes of the connecting elements will lead to deformation of the pipeline and loss of tightness at the joints.
Cold welding of polypropylene pipes
The cold welding method consists in gluing pipe sections with a special glue that firmly joins various synthetic materials based on plastic, including polypropylene.
Cold welding of polypropylene pipes can only be used when installing a cold pipeline, since when it comes into contact with hot water, the adhesive loses its functions, and the joint of the joint - its strength
Cold welding procedure for polypropylene pipes:
- Mark on the pipes the joints of the pipeline where the welding will be carried out.
- Cut the pipes into sections of the right size.
- Apply cold welding glue to both sections and press the edges firmly against each other for 15 seconds.

- Fix the piping system so that the pipes are stationary.
- One hour after gluing, water can be let out.
When working with cold welding, it is important to adhere to safety precautions with aggressive substances.
Welding polypropylene pipes by electrical fitting
Electro-welded fittings (electrical fittings) are fittings equipped with embedded wire heating elements that melt at high temperatures and form a strong and reliable connection to plastic pipes.
Electrical fittings form joints that guarantee the tightness of the pipeline, protection against leaks and gusts.
To carry out welding using electrical fitting, the same tools will be required as for polyfusion welding.

The technology of soldering polypropylene pipes with an electric welded fitting:
- Cut the pipes with scissors.
- Degrease the top of the pipe and the inside of the electrical fitting.
- Mark the depth of electrical fitting input on the pipe.
- Clean the reinforced pipe from aluminum for the length of the connection with the fitting.
- Insert the pipe into the fitting and securely fix it, since when heated, the polypropylene will increase and under pressure can jump out of the fitting.
- Connect the electric welding machine to the network and wait for it to heat up.
- Connect the welding machine to the fitting using contact wires.
- Press the START button. Disabling will happen automatically.
- After welding, cooling of the joint should occur naturally and without any mechanical stress (pressure, rotation, compression).
As you can see, when welding polypropylene pipes, a number of important points should be taken into account in order to avoid mistakes and to obtain a strong and reliable pipeline that will last uninterruptedly for more than a decade.
