



Varilna tehnologija polipropilenskih cevi, nasvet strokovnjakov

Polipropilenske cevi se od običajnih kovinskih cevi razlikujejo po dostopnih cenah in enostavnosti namestitve. Takšne komunikacije lahko sami namestite, glavna stvar je obvladati tehnologijo varjenja polipropilenskih cevi, razumeti posebnosti dela z materialom, jasno upoštevati navodila in priporočila strokovnjakov na tem področju.
- Splošne informacije o varilnih polipropilenskih ceveh
- Tehnologija polifuzijskega varjenja cevi iz polipropilena
- Hladno varjenje polipropilenskih cevi
- Varjenje polipropilenskih cevi z električnim nameščanjem
Splošne informacije o varilnih polipropilenskih ceveh
Danes je razširjena zamenjava starih kovinskih cevi s sodobnimi polipropilenskimi cevmi, ki so narejene iz posebne vrste plastike s kopolimer-smolo.

Polipropilenske cevi se uporabljajo za ureditev različnih komunikacij (hladen cevovod, prevoz tople vode, ogrevalni sistemi). Med seboj se cevi razlikujejo po debelini sten (PN10, PN16, PN 20) in prisotnosti stabilizirane aluminijaste folije (PN20Al).

Postopek namestitve cevovoda vam omogoča, da cevi povežete skupaj brez dodatnih sestavnih delov (adapterji, tirnice, fitingi ali komolci) in z uporabo različnih načinov varjenja. Razvita tehnologija varjenja polipropilenskih cevi zajema spajkanje cevovodov različnih premerov in vseh vrst spojev: varjene odseke, zavoje, konture, pritrdilne elemente in ventile.
Pri delu s polipropilenskimi komunikacijami je pomembno zapomniti, da demontaža sistema ni mogoča.
Zvarjenega ali spajkanega spoja ni mogoče odklopiti. Zato je treba pri varjenju plastičnih cevi ravnati previdno, ne da bi se mudili, po razviti skici prihodnjega ogrevalnega ali vodovodnega sistema
Eden od pogojev za pridobitev močnega in kakovostnega zvara je povezava cevnih odsekov iz polimerov iste kemične sestave. Zato je bolje izbrati cevi iste blagovne znamke, barva pa ni pomembna.
Varjenje polipropilenskih cevi se lahko izvede od konca do konca in v vtičnici. Na prvi način spajanje cevi se izvede brez uporabe okovja.

Druga metoda je bolj zanesljiva, vendar se pogosteje uporablja za povezovanje cevi majhnega preseka ali po potrebi za spremembo smeri cevovoda. V tem primeru se uporabljajo povezovalni elementi iz istega polimera kot cevi. Pri spajkanju se topijo deli zunanjega dela cevi in \u200b\u200bnotranje površine okovja.
Tehnologija polifuzijskega varjenja cevi iz polipropilena
potrebno orodje in opremo
Da bi pravilno povezali polipropilenske cevi, morate pripraviti podroben diagram prihodnjega cevovoda, označiti vse zavoje, lokacijo zapornih ventilov in pripraviti potrebna orodja.
Za varjenje z večkratnimi varovalkami potrebujete:
- aparati za varjenje polipropilenskih cevi;
- šobe za varilni stroj;
- kontaktni termometer;
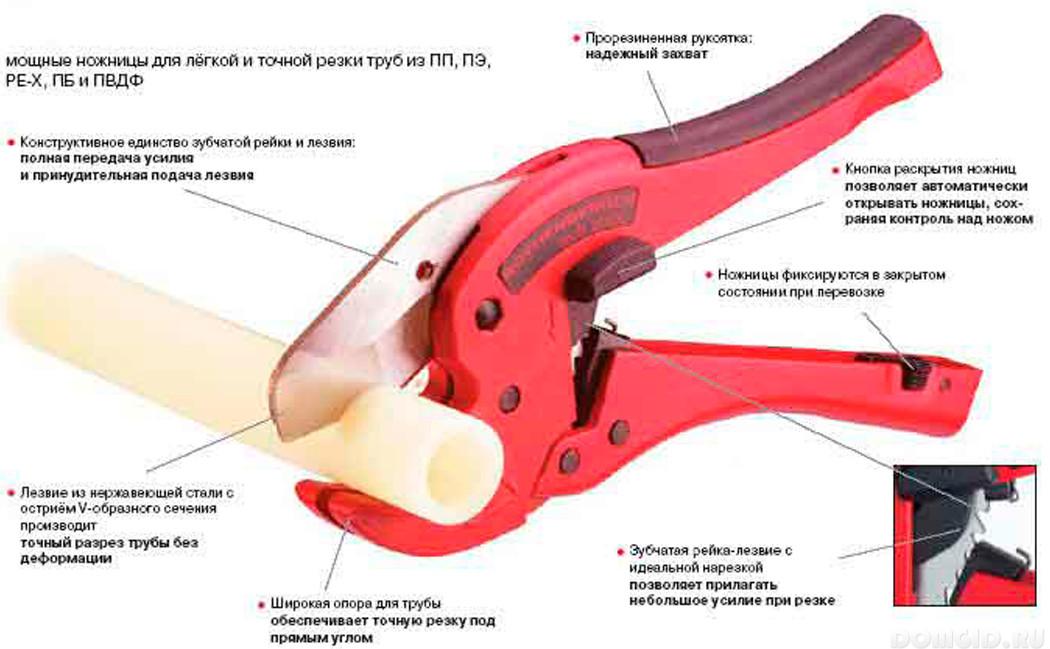
- nož za rezanje cevi ali ščipalke;
- brivnik;
- pregrada;
- meter;
- marker
- nesintetična tkanina;
- alkohol.
Varilni aparat ali, kot ga popularno imenujemo, spajkalnik za varjenje polipropilenskih cevi je sestavljen iz grelne plošče, regulatorja temperature in držala. Grelna plošča ima dve luknji za pritrditev spajkalnih elementov.
Komplet s spajkalnikom običajno vključuje šobe za varjenje polipropilenskih cevi s premerom 20, 25, 30 in 40 mm. Dovolj jih je, da priključite kakršne koli cevovode za domačo uporabo. Železne šobe imajo teflonsko prevleko, kar preprečuje, da bi se staljena plastika prilepila na površino šobe.

Včasih je rezalnik cevi vključen v komplet varilnega stroja, ki zagotavlja skoraj popoln rez natančno in hitro.

Priporočila in postopek dela z varilnim strojem, določenim v priročniku za opremo, je treba strogo upoštevati, da ne pride do poškodb cevi in \u200b\u200bizrednih razmer na cevovodu.
Nekateri strokovnjaki raje uporabljajo žične rezalnike, ki lahko režejo različne vrste polipropilenskih cevi, vključno s tistimi, ojačanimi s steklenimi vlakni ali aluminijem.
Za varjenje ojačanih polipropilenskih cevi bo potreben brivnik, s katerim pred varjenjem očistijo robove cevi.

Obloga je potrebna, ko je cev močno nameščena v sklopki. Naprava zasuka rob pod kotom 60 stopinj, širina reza do 40 mm.

pripravljalna faza varjenja
Varjenje propilenskih cevi, ki ga naredite sami, se začne s pripravo orodja za delo:
- na varilni stroj pritrdite šobe potrebne velikosti;
- nastavite temperaturo spajkalnika in ga priključite v električno omrežje (čas ogrevanja bo v veliki meri odvisen od temperature zraka);
- pred delom je treba teflonsko površino šob obrisati z nesintetično tkanino;
- temperaturo ogrevanja varilnega stroja lahko nadzirate s kontaktnim termometrom;
- funkcionalnost rezalnika bakle ali cevi je treba preveriti na prototipni cevi, rez mora biti brez vdolbin, v nasprotnem primeru je treba orodje ostriti.
Priključne cevi morajo biti pripravljene za varjenje na naslednji način:
- oglejte stene delov; okovje mora biti v delovnem stanju;
- varilne armature in cevi je treba očistiti in razmastiti (obrišite z alkoholom);
- okovje naj se tesno prilega obodu;
- izmerite in odrežite cev do želene velikosti;

- končno stran cevi, pripravljeno za varjenje, je bolje košati pod kotom 30-45 stopinj (še posebej velja za cevi s premerom več kot 40 mm), ko se cev vstavi v okovje, material ne bo zaskočil;
- po celotni dolžini spojine je treba odstraniti oksidirano plast;
- pri ojačanih ceveh na koncih povezave je potrebno odstraniti aluminijast sloj s pomočjo brivnika;

- na ceveh, ojačenih s steklenimi vlakni, takšno odstranjevanje ni potrebno;
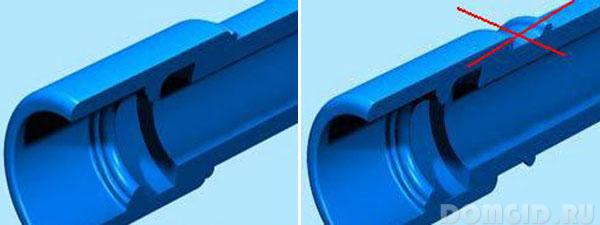
- predhodno vstavite cev v okov in označite globino vstopa z markerjem; cev ne sme biti v celoti nameščena v vgradno pušo (pustite režo 1 mm), da se cepilni odsek med spajkanjem ne zoži.
zaporedje varjenja cevi iz polipropilena
- Začnemo variti polipropilenske cevi. Navodila predvidevajo izvajanje takšnih ukrepov:
- Neposredno pred priključitvijo cevi jih ponovno razmastite.
- Na ogrevano šobo s spajkalnikom najprej namestite pritrdilni del, nato pa še cev.

- Med ogrevanjem je nemogoče obračati dele, da se ne deformirajo.
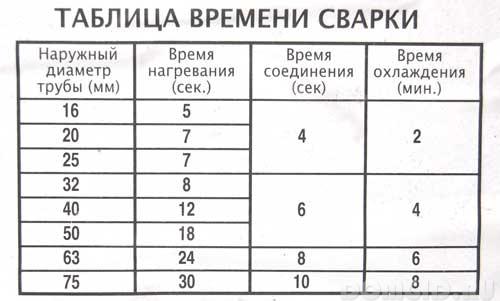
- Počakajte na potreben čas varjenja polipropilenskih cevi. Interval je odvisen od moči naprave in velikosti cevi.
- Odtočene dele odstranite iz šob in jih medsebojno povežite z enakomernim gladkim stiskanjem brez aksialnega vrtenja.

- Držimo svež šiv do delnega hlajenja 30 sekund.
varilni algoritem za varjene odseke
Če je cevovod že nameščen in obstaja potreba po njegovi razveji, potem ni treba deformirati sistema in razstaviti odseka cevi, dovolj je, da pravilno varite sedlo.
Postopek namestitve varjenega odseka je naslednji:
- Označite kraj bodoče veje in v njej izvrtajte luknjo (za plastične cevi morate uporabiti poseben vrtalnik).
- Po potrebi očistite ostanke aluminija in razmastite luknjo.
- Na varilni stroj namestite šobo potrebne velikosti in orodje segrejte na 260 stopinj.
- Držite napravo za ročaj, namestite ogrevano šobo v luknjo.
- Grelni sedež kuhalnega sedeža mora biti vstavljen v grelni tulec (do konca) in prenesti čas ogrevanja (približno 30 sekund).

- Varilni stroj odstranite iz cevi in \u200b\u200bzelo hitro priključite kuhalni sedež na stopljeno luknjo.
- Sedlo je treba tesno pritisniti in se ujemati z osjo, ne vrteti se in ne popuščati. Za spajkanje naj bi minilo približno 15 sekund, da se 10 minut popolnoma ohladi.
Po namestitvi sedla vanj lahko nadaljujete z vgradnjo polipropilenskih cevi in \u200b\u200bdodatnih povezovalnih elementov.
možne napake pri varjenju cevi
Napake med spajkanjem polipropilenskega cevovoda vodijo do različnih težav: puščanja in puščanja vode na priključku, razpok cevi, slab pritisk vode in druge težave.
Značilne napake pri varjenju cevi iz polipropilena vključujejo:
- reža je prevelika (več kot 1 mm) med robom okovja in cevi (priključni odsek je tanek in tu lahko pride do razpada cevi);
- prekomerno stiskanje dveh spajkovanih delov (znotraj cevovoda nastane kopičenje, kar zmanjša pritisk vode);
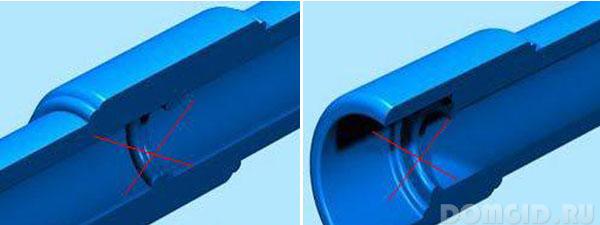
- ko se deli, ki jih je treba spajati, pregrejejo, se tesnost spoja poslabša, če cevi ne ogrejemo, cevi ne bo mogoče spajkati;
- neusklajenost osi povezovalnih elementov bo privedla do deformacije cevovoda in izgube tesnosti na spojih.
Hladno varjenje polipropilenskih cevi
Metoda hladnega varjenja sestoji iz lepljenja delov cevi s posebnim lepilom, ki trdno spaja različne sintetične materiale na osnovi plastike, vključno s polipropilenom.
Hladno varjenje polipropilenskih cevi je mogoče uporabiti le pri vgradnji hladnega cevovoda, saj lepilo, ko pride v stik z vročo vodo, izgubi svoje funkcije, zgib spoja pa - svojo moč
Postopek hladnega varjenja polipropilenskih cevi:
- Na cevi označite spoje cevovoda, kjer se bo izvajalo varjenje.
- Cevi razrežite na odseke prave velikosti.
- Na obeh delih nanesite lepilo za hladno varjenje in robove trdno pritisnite drug na drugega 15 sekund.

- Pritrdite cevovod tako, da so cevi mirne.
- Eno uro po lepljenju lahko izpustimo vodo.
Pri delu s hladnim varjenjem je pomembno upoštevati varnostne ukrepe z agresivnimi snovmi.
Varjenje polipropilenskih cevi z električnim nameščanjem
Elektro-varjene okovje (električna oprema) so fitingi, opremljeni z vgrajenimi žičnimi grelnimi elementi, ki se topijo pri visokih temperaturah in tvorijo močno in zanesljivo povezavo s plastičnimi cevmi.
Električni priključki tvorijo spoje, ki zagotavljajo tesnost cevovoda, zaščito pred puščanjem in sunki.
Za varjenje z uporabo električnega okovja bodo potrebna enaka orodja kot za polifuzno varjenje.

Tehnologija spajkanja polipropilenskih cevi z električno varjenim okovjem:
- Izrežite cevi s škarjami.
- Razmažite vrh cevi in \u200b\u200bnotranjost električnega okovja.
- Na cevi označite globino vhoda za električno vgradnjo.
- Očistite ojačano cev iz aluminija za dolžino povezave z okovjem.
- Vstavite cev v okov in ga varno pritrdite, saj se bo polipropilen, ko se segreje, povečal in pod pritiskom lahko skočil iz okovja.
- Električni varilni aparat priključite na omrežje in počakajte, da se segreje.
- Varilni stroj priključite na okovje s pomočjo kontaktnih žic.
- Pritisnite gumb START. Onemogočanje se zgodi samodejno.
- Po varjenju naj bi ohlajanje spoja potekalo naravno in brez mehanskih obremenitev (pritisk, vrtenje, stiskanje).
Kot lahko vidite, je treba pri varjenju polipropilenskih cevi upoštevati številne pomembne točke, da se izognete napakam in pridobite močan in zanesljiv cevovod, ki bo neprekinjeno trajal več kot desetletje.
