



Praškasti premaz, kaj se uporablja pri uporabi praškastega premaza, tehnologija praškastega nanosa

Najnovejše tehnologije praškastega nanosa so bistveno izpodrinile tekočo metodo barvanja kovinskih premazov. Izdelki, ki so bili podvrženi takšnemu slikanju, imajo dodatne zaščitne in dekorativne lastnosti.
Karakteristike praškastega premaza omogočajo njegovo uporabo v različnih industrijah in sferah nacionalnega gospodarstva, napredna oprema pa je uporabo prašnih barv omogočila v vsakdanjem življenju.
Vsebina
- Kaj je praškasti premaz
- Prednosti in slabosti praškastega premaza
- Tehnološki postopek praškastega premaza in njegovih sestavnih delov
- DIY praškasti premaz
- Obseg praškastega premaza
Kaj je praškasti premaz
Način brizganja praškaste barve na površino izdelka je bil razvit v 50. letih dvajsetega stoletja. V Rusiji so jo začeli aktivno uporabljati od 80. let.

Bistvo barvanja je naslednje: med brizganjem se najmanjši delci suhe barve naelektrijo (elektrifikacija s trenjem ali iz zunanjega vira). Izdelek, ki ga je treba barvati, ima nasproten naboj, delci barve pa se naselijo na njegovi površini.
Monolitni visokokakovostni premaz nastane ob nadaljnjem segrevanju izdelka v posebni polimerizacijski komori. Prah se topi, zmoči površino izdelka in tvori močan film.
Prednosti in slabosti praškastega premaza
Primerjalne značilnosti barvanja v prahu in tekočinah
Ob upoštevanju dveh načinov barvanja najprej želim opozoriti na prijaznost do okolja in učinkovitost praškastega premaza. Dejansko se pri barvanju strupenih, vnetljivih topil ne uporabljajo, suha barva pa se porabi zelo ekonomično (delci, ki se na izdelku niso naselili, lahko uporabimo naslednjič).
Glavne prednosti praškaste metode pred tekočim barvanjem:
- Fizikalno-kemijske lastnosti prevleke (odpornost proti koroziji in temperaturnim ekstremom, odpornost na udarce) končnih izdelkov, prašno lakirane, so boljše od identičnih kazalcev za tekoče barvanje.
- Praškasti premaz enakomerno polaga na poljubno reliefno površino.

- Barvanje poteka brez predhodnega temeljnega premaza izdelka.
- Dovolj je, da nanesemo eno plast suhe snovi, medtem ko za dosego želenega rezultata s tekočo metodo včasih potrebujemo večplastno barvanje.
- Preoblikovanje izdelkov iz ene barve v drugo je lažje in hitrejše.
- Izgube tekočih materialov (barv) dosežejo 40%, suhe pa do 4%.

- Cikel barvanja s prašno barvo je veliko manjši (približno 1,5-2 ure) kot s tekočo barvo (potreben je čas za sušenje nanesenega sloja barvnega materiala).
- Praškaste barve za razliko od tekočih vnetljivih materialov ne potrebujejo posebnih pogojev skladiščenja.
- Izdelke, poslikane s suhimi barvami, je mogoče prevažati tudi brez posebne embalaže, saj na površini nastane močan zaščitni polimerni film.
- Tehnologija praškastega nanašanja je zelo avtomatizirana in ne zahteva dolgotrajne izobrazbe osebja.
- Obarvanje se pojavi brez oddajanja kemičnega vonja, kar izboljša sanitarne in higienske delovne pogoje.
- Z nedvomnimi prednostmi je suho barvanje praktično nadomestilo tekoče barvanje iz kovinske industrije.
Možne pomanjkljivosti praškastega premaza
Opozoriti je treba na nekatere pomanjkljivosti praškastega premaza:

- ustvarjanje določenega temperaturnega režima za taljenje prahu (150-220 stopinj) ne omogoča obarvanja izdelkov iz lesa in plastike;
- dovolj velike naložbe (enkratne);
- omejena uporaba opreme (v majhni razpršilni kabini ne bo mogoče barvati večjih delov, peč velikih velikosti pa bo neučinkovito uporabljena za obdelavo majhnih predmetov);
- težko je prilagoditi nanos barve s tanko plastjo;
- težave lahko nastanejo pri barvanju v nizkotemperaturnih pogojih.
Tehnološki postopek praškastega premaza in njegovih sestavnih delov
Koraki postopka
Postopek barvanja izdelkov s prašno metodo lahko razdelimo na tri glavne faze:
- Priprava površine
- Nanos polimernih barvil
- Pritrditev barve s taljenjem in nadaljnjim hlajenjem.
Vsak korak upoštevajte podrobneje.
Prva faza sestoji iz čiščenja površine pred umazanijo, oksidi in njenim razmaščevanjem (odstranjevanje maziva). Če površina izdelka ni velika, se čiščenje opravi ročno s krpo, navlaženo v posebnem detergentu ali beli žici. Za obdelavo velikega števila izdelkov obstajajo komore, v katerih se površina očisti s finim jeklenim strelom ali peskom.
Izdelki, ki bodo obratovani na prostem in izpostavljeni okolju, so podvrženi fosfotaciji (površine iz jekla in litega železa) ali kromatiranju (aluminijaste površine). Ti postopki prispevajo k boljši krepitvi praškastega premaza na površini in povečajo zaščitne lastnosti kovine.
Na druga stopnja barva se razprši na površino izdelka v posebni komori ali z ročno brizgalno pištolo.

Pri barvanju v razpršilni kabini se barvni prah vlije v košaro, s pomočjo kompresorja pa začne dobava stisnjenega zraka elektrificirati delce barve. Črpalka dovaja barvo z zračnim prahom v razpršilec.
Ko uporabljate ročno pištolo, obarvan prah dobi elektrostatični naboj in na kovinski površini v obliki aerosola.
Izdelek, ki ga je treba barvati, mora biti ozemljen, kar omogoča, da se nabiti delci barve trdno držijo površine.
Nepotopljeno barvo zajame filtrirni sistem, nameščen v razpršilnih kabinah, in ga je mogoče ponovno uporabiti.
Tretja stopnja taljenje in tvorjenje površin (polimerizacija). Da se delci barve stopijo in pritrdijo na površini, je izdelek v termični peči izpostavljen visokim temperaturam (do 250 stopinj). Temperaturni režim in čas polimerizacije sta odvisna od vrste barv v prahu.

Potrebna oprema in zahteve po sobi
Za izvedbo vseh faz tehnološkega procesa je potrebna posebna oprema za barvanje v prahu.
Razpršilna kabina omejuje širjenje nedokončanih delcev barve in preprečuje vstop prahu v proizvodno halo. Kamere so pogosto opremljene s filtracijskim sistemom (ročni operater), ki čisti zrak in ujame do 98% neporabljene barve. Poleg tega lahko kamere vsebujejo povratni izmet, regulator in izpušni ventilator.

Zračna ščetka (pršilo) lahko sprva vstopi v brizgalno kabino ali jo kupite ločeno. Z njegovo pomočjo se delci barve napolnijo in na površino razpršijo v obliki aerosola.
Škropilnice vključujejo tudi ročne puške, ki se uporabljajo tako v proizvodnji kot v vsakdanjem življenju.

Če stisnjen zrak ni predviden v škropilni komori, je potreben kompresor za dovod zraka pod tlakom.
Sušilna komora je peč, v kateri poteka taljenje, polimerizacija barve. Pečice za industrijsko uporabo so plinske in električne. Večina peči je opremljena z nadzorno ploščo, ki omogoča nastavitev različnih temperaturnih pogojev in samodejnih časov izklopa.

Za lažji postopek barvanja lahko dodatno uporabite transportne sisteme za premikanje izdelkov, industrijski sesalnik (za čiščenje filtrov in pri prehodu iz ene barve v drugo).
Velika proizvodna podjetja uporabljajo avtomatizirane linije praškastega premaza za končne izdelke.
Na ozemlju 100-150 kvadratnih metrov lahko uredite majhno lakirnico. metrov. To bo dovolj za lokacijo škropilne komore, polimerizacijske peči, dveh skladišč (za izdelke za barvanje in končnih izdelkov) in mesta za predhodno površinsko obdelavo.
Razpršilna kabina mora biti oddaljena najmanj 5 metrov od možnih virov vžiga.
Vrste prašnih barv

Glede na to, kje bo uporabljen pobarvan izdelek, se uporabljajo različne vrste barv. Na splošno lahko suhe barve razdelimo v dve skupini.
- Termoplastika (premaz nastane le z zlivanjem delcev barve, brez kemičnih preobrazb). Takšne barve se pogosteje uporabljajo za barvanje izdelkov v zaprtih prostorih. Izvajajo dekorativne, zaščitne in obrabno odporne funkcije.
- Termostatiranje (film nastane kot posledica taljenja in naknadne kemične reakcije). Prašni premaz kovine s pomočjo teh barv daje površini materialov mehansko trdnost in odpornost na topila. Široko se uporablja v strojništvu.
DIY praškasti premaz
Organizacija procesov
Stroški barvanja kovinskih izdelkov so precej visoki, zato bo organizacija barvanja v prahu z lastnimi rokami pomagala prihraniti finančna sredstva, kakovost izvedbe pa bo ostala na spodobni ravni.
Postopek barvanja s prahom doma je enak obravnavanim korakom v delavnici, razlika je lahko le v uporabljeni opremi.
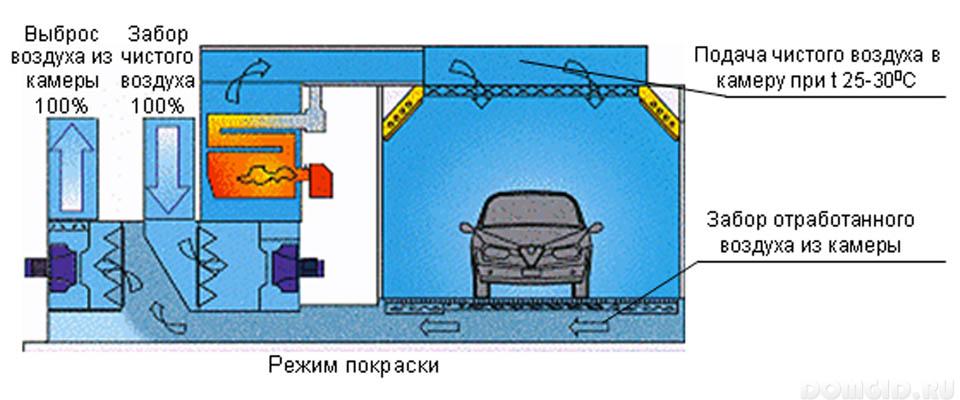
Najprej morate opremiti komoro za prašno lakiranje. Pomembno je določiti dimenzije materialov, ki jih je treba barvati. Za enkratno barvanje manjših predmetov je primerna garažna možnost, za barvanje predmetov velike velikosti (karoserija avtomobila) pa morate opremiti popolnoma funkcionalno kamero.
Škropilna komora mora imeti zaprt prostor s prezračevanjem, sistemom za ogrevanje zraka in visokokakovostno napajalno omrežje.
Prostori za razprševanje barve ne smejo vsebovati prahu, zato je potrebno temeljito čiščenje opremiti kamero v garaži in založiti z močnim sesalnikom z šobo, kot je ciklona.
Za enakomerno brizganje morate kupiti visokokakovostno pištolo za prašno barvo, ki lahko zagotovi ustrezen tlak (približno 5 atmosfer).

Brizgalno pištolo lahko naredite sami iz gospodinjskega sušilnika za lase.
Peč za polimerizacijo je mogoče kupiti že pripravljena paleta le-teh na trgu je zelo velika. Če želite prihraniti denar in čas za eksperiment, nadaljujte z izdelavo pečice.
Pomembno je zagotoviti enakomerno segrevanje izdelka pri temperaturi največ 300 stopinj.
Po pripravi spletnega mesta in namestitvi opreme lahko začnete slikati.
Osnovni varnostni ukrepi

Pri barvanju izdelkov je treba upoštevati osnovna pravila, ki zagotavljajo varno delovanje:
- prezračevanje v pršilni kabini mora delovati;
- priporočljivo je barvati v gumijaste (ali bombažne) rokavice in v čevlje z gumiranimi podplati;
- oči je treba zaščititi z očali;
- pri delu z brizgalno pištolo je pomembno preveriti ozemljitev v sobi;
- za zaščito dihal uporabljajte respirator.
Obseg praškastega premaza
Praškasti premaz zagotavlja enakomerno, zanesljivo prevleko brez povešanja in omogoča najširšo izbiro barv, sijaja in teksture.

Suha barva je zavzela močan položaj v proizvodnji gospodinjskih aparatov (peči, pralni in pralni stroji, grelniki vode, hladilniki, klimatske naprave itd.).
Nova tehnologija se uporablja pri barvanju karoserij in drugih elementov avtomobilov (odbijači, kolesa za kolesa, ogledala).

Proizvajalci koles in dodatne opreme zanje so skoraj v celoti prešli na prašno lakiranje svojih izdelkov.

V gradbeništvu se barvno prašno barvanje uporablja za premazovanje jeklenih vrat, vrat, okenskih okvirjev in drugih kovinskih konstrukcij.

Prašna metoda se je izkazala pri barvanju različnih delov industrijske, skladiščne in komercialne opreme, pa tudi v naftnih vrtinah in cevovodih, kjer se naslikana površina podvrže visokim tlačnim in temperaturnim spremembam.
