 |
 |
 |
 |
Kako kuhati z električnim obločnim varjenjem, kar je potrebno zaradi varnosti

Človeštvo uporablja ročno varjenje z lokom z električno energijo že več kot sto let. Ostaja najbolj vsestranska tehnologija za spajanje kovin.
Vsebina
- Načini varjenja
- Kako izbrati varilni stroj
- Osnove ločnega varjenja
- Varilna tehnika video
- Varnostni ukrepi pri delu z električnim varjenjem
Načini varjenja
Električno varjenje To je univerzalni način pritrditve kovinskih delov. Električno varjenje je enostavno za uporabo, zvar pa je trpežen. Varjenje je cenejše od drugih načinov povezave, bodisi kovice, navojne ali vijačne povezave.
Razmislite o treh glavnih vrstah električnega varjenja:
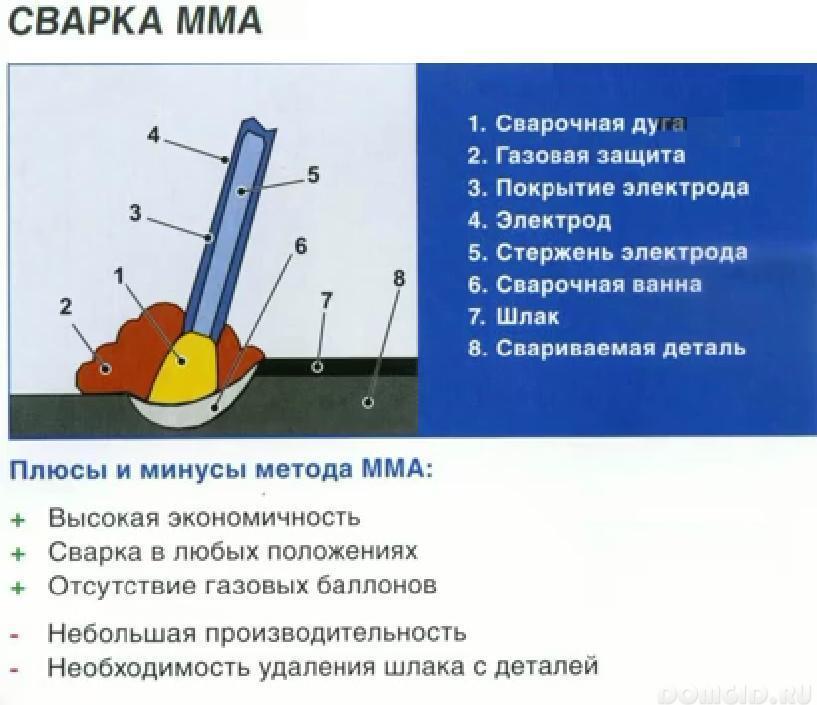
- MMA ročno obločno varjenje, izvedeno s kovinsko elektrodo;
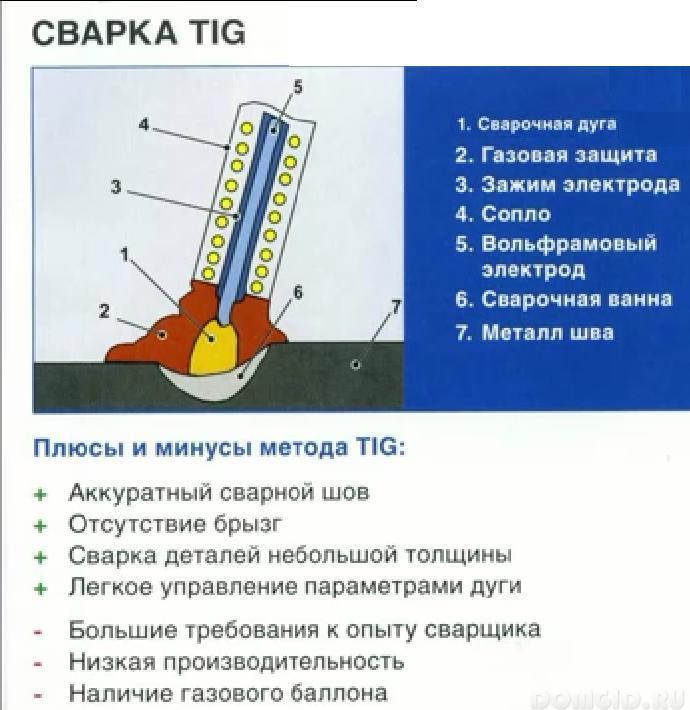
- Tig varjenje se izvaja z volframovo elektrodo, ki se ne porablja;
- MIG-MAG Polavtomatsko varjenje z žico z elektrodo ali s fluksom.

Vsaka od načinov varjenja ima svoje prednosti in slabosti. V večini primerov za zasebno uporabo doma ni posebnih zahtev za varjene konstrukcije in za poenostavitev varjenja uporabljajo tehnologijo MMA. Elektrode je mogoče kupiti v lokalni trgovini s strojno opremo in so vedno na voljo.
Kako izbrati varilni stroj
Za tehnologijo varjenja MMA uporabljamo dve glavni vrsti varilnih strojev: transformator in razsmernik.
Varilni transformatorji S pomočjo transformatorja zmanjšajo napetost napajalnika 220V na 40-70V delovne napetosti varjenja. Transformatorji lahko delujejo na izmenično (izmenično) in konstantno (enosmerno) napetost. Tok lahko regulirate gladko ali stopenjsko v roku 40-200A.
Ena glavnih zahtev varilnega transformatorja je stalnost napetosti v omrežju. Če je vaše napajalno omrežje nestabilno, bo zaradi varilnega stroja še bolj zasijalo. V zvezi s tem lahko vaši sosedje doživijo nevšečnosti.
Varilni transformatorji nimajo zapletenih elektronskih komponent, zato so zelo zanesljivi in \u200b\u200btrpežni. Vsi varilni transformatorji so cenejši od njihovih varilnih kolegov. Tehnologija izdelave je bila dokazana desetletja in zelo redko odpove.
Pretvornik zadnja beseda tehnologije v MMA. To je kompakten in lahek varilni stroj. Omogoča stabilizacijski sistem za zgorevanje loka, uravnava izhodno napetost, ima zaščitni sistem in sistem za pospešen vžig obloka.
Ker so varilni pretvorniki visokotehnološki in imajo resno elektronsko polnjenje, je zanesljivost takšnih naprav manjša. Možna je tudi uporaba kitajskih rezervnih delov pri najbolj priznanih proizvajalcih.
Pri izbiri pretvornika je treba upoštevati naslednje točke:
Največji varilni tok. Glede na največji tok lahko uporabimo elektrode večjega premera 4-5 mm in kuhamo debele in globoke šive. Za domače razmere pri delu s 4 mm elektrodo zadostuje največji tok 150 A.
Delovni cikel pogojna količina delovnega časa in odmora varilnega pretvornika, tako da se ohladi. Izraženo je v%. Za vse modele je cikel 5 ali 10 minut. Čas delovanja v ciklu bo odvisen tudi od obratovalnega toka: manjši je tok, več časa lahko kuhamo v enem delovnem ciklu.
Garancijada, garancija je, ker je pretvornik kompleksna elektronska oprema. Zato je večja garancija, večja je verjetnost, da v garancijskem obdobju ne bo odklonil. Konec koncev, če je proizvajalec uporabil visokokakovostne sestavne dele za izdelavo pretvornika, potem lahko garancijske vrstice dosežejo 3 leta.
Osnove ločnega varjenja
Kovinska palica elektrode deluje pri navadni kovini pri temperaturi približno 5000K. Staljena kovina tvori zvar. Globina, na katero se je kovina izdelka stopila, se imenuje globina penetracije. Širina, nad katero se je stopila osnovna kovina, se imenuje širina bazena. Globina in širina zvarnega bazena sta odvisni od jakosti varilnega toka, načina varjenja, premera elektrode.
Pri delu z obločnim varjenjem smo izpostavili glavna merila:
Varilni tok nastavite glede na premer in prevleko elektrode.
Upoštevajte, da se premer elektrode z istim varilnim tokom povečuje, saj se gostota elektrode zmanjšuje. Kot rezultat, se globina penetracije zmanjša, povečanje širine šiva, videz mahajočega loka.
Ločna napetost odvisno od njegove dolžine, ne sme biti večji od premera elektrode.
Hitrost varjenja nastavite tako, da ima kovina iz varilne elektrode čas, da napolni kopel zvara, tvori tubercle brez spodrezkov in povešanja.
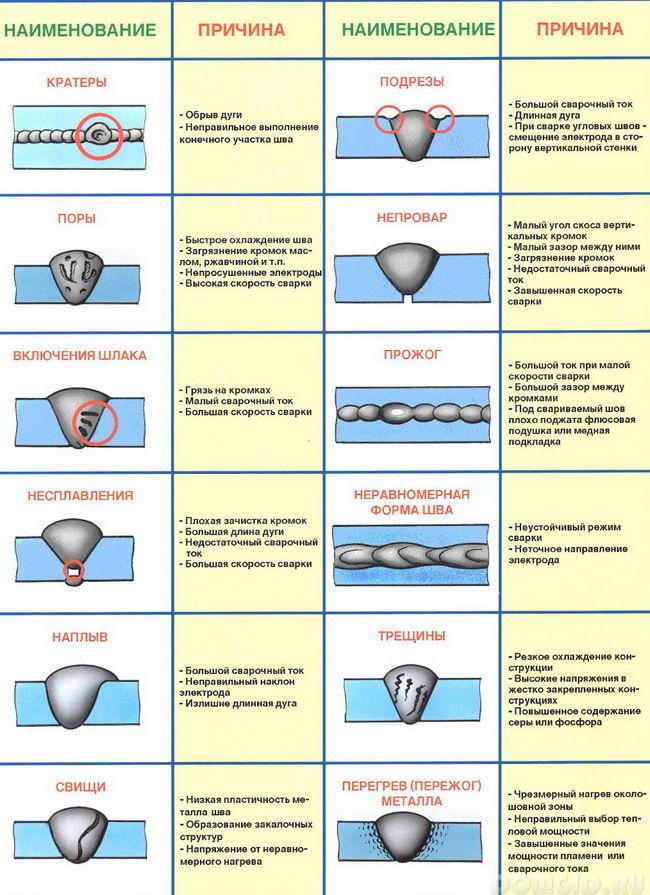
Tipične težave z zvarjem:
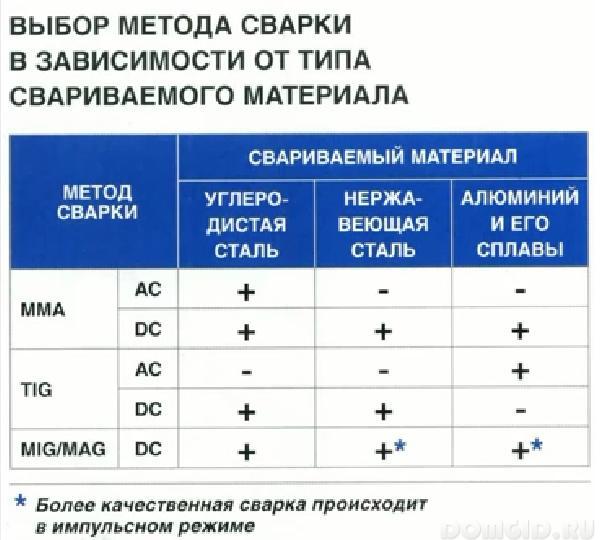
V gospodinjstvih se zelo pogosto uporablja varjenje z izmeničnim tokom, izvedeno z elektrodami, prevlečenimi s rutilcem. Jeklo z nizkim zlitjem in nizko vsebnostjo ogljika je dobro varjeno.
DC varjenje se uporablja za varjenje srednje ogljikovih jekel in litega železa. Za povečanje hitrosti varjenja se uporablja obratna polarnost.
Varilni lok vžge z nizom kratkih in ostrih dotikov elektrode do kovine ali s udarcem elektrode na površino izdelka v smeri prihodnjega zvara. Če se elektroda prilepi na izdelek, ga je treba odtrgati, tako da se močno udriha v desno in levo, ko je držalo povlečeno navzgor. Po vžigu loka je elektroda lahko v treh položajih:
- kotni hrbet;
- prednji kot;
- pod pravim kotom.
Na koncu zvara je treba zaradi varjenja kraterja z nekaj krožnimi gibi odrezati lok.
Varilna tehnika
Obstaja več deset načinov varjenja in metod za manipuliranje z elektrodo pri izvajanju zvarov. Med varjenjem se elektroda vedno premika v treh smereh:
Postopno gibanje navzdol podpira električni lok med taljenjem elektrode in uravnava globino zvarnega bazena. Hitrost gibanja je odvisna od hitrosti gorenja elektrode.
Gibanje elektrode vzdolž smeri zvara tvori zvarni bazen. Hitrost gibanja je odvisna od širine šiva in načina varjenja.
Prečni gibi elektrode premaknejo na stranice, da tvorijo širino bazena zvara. Vibracijski premiki določajo širino zvara, vendar ne smejo presegati 3 premera elektrode.
Kovino je treba hraniti v staljenem stanju, dokler ne nastane zvarna kroglica. Treba je preprečiti prezgodnje hlajenje kovine v zvarnem bazenu. Potrebno je nadzorovati širino baze zvara, globino penetracije.
Glede na to, kje je zvar narejen, razlikujemo več prostorskih položajev zvara.
Spodnji
Navpično
Strop
Varnostni ukrepi pri delu z električnim varjenjem
Varilno delo je delo z visoko stopnjo nevarnosti. Zato mora vsak varjevalec upoštevati pravila varstva dela in požarne varnosti. Vsa dela je treba izvajati v zaščitnih oblekah, rokavicah ali palčnikih, obvezna je uporaba varilne maske z različnimi svetlobnimi filtri. Zaščitite območje zvara. Varnostna pravila ureja SNiP 12-03-2001.
