



Technológia zvárania polypropylénových rúr, odborné poradenstvo

Rúry z polypropylénu sa líšia od tradičných kovových rúrok v prijateľných nákladoch a ľahkej inštalácii. Takúto komunikáciu si môžete nainštalovať sami, hlavnou vecou je zvládnuť technológiu zvárania polypropylénových rúr, porozumieť špecifikám práce s materiálom, jasne sa riadiť pokynmi a odporúčaniami odborníkov v tejto oblasti.
- Všeobecné informácie o zváraní polypropylénových rúr
- Technológia polyfúzneho zvárania rúr z polypropylénu
- Zváranie polypropylénových rúrok za studena
- Zváranie rúr z polypropylénu pomocou elektrického príslušenstva
Všeobecné informácie o zváraní polypropylénových rúr
V súčasnosti existuje rozsiahla výmena starých kovových rúrok za moderné polypropylénové rúry, ktoré sú vyrobené zo špeciálneho typu plastu s kopolymérnou živicou.

Rúry z polypropylénu sa používajú na zabezpečenie rôznych komunikácií (studené potrubie, preprava teplej vody, vykurovacie systémy). Rúry sa medzi sebou líšia hrúbkou steny (PN10, PN16, PN 20) a prítomnosťou stabilizovanej hliníkovej fólie (PN20Al).

Postup inštalácie potrubia vám umožní spojiť rúrky bez ďalších komponentov (adaptéry, nátrubky, tvarovky alebo kolená) a pomocou rôznych metód zvárania. Vyvinutá technológia na zváranie polypropylénových rúrok pokrýva spájkovanie potrubí rôznych priemerov a všetkých druhov spojov: zvárané profily, zákruty, obrysy, upevňovacie prvky a ventily.
Pri práci s polypropylénovou komunikáciou je dôležité pamätať na to, že demontáž systému nie je možná.
Zvarovaný alebo spájkovaný spoj sa nedá odpojiť. Preto pri zváraní plastových rúr je potrebné postupovať opatrne, bez ponáhľania, podľa rozvinutej náčrtu budúceho systému vykurovania alebo prívodu vody.
Jednou z podmienok na získanie silného a kvalitného zvaru je spojenie rúrkových úsekov, ktoré majú byť vyrobené z polymérov rovnakého chemického zloženia. Preto je lepšie zvoliť rúrky rovnakej značky a na farbe nezáleží.
Zváranie polypropylénových rúrok sa môže vykonávať end-to-end a v hrdle. Rúrové spájanie sa uskutočňuje prvým spôsobom bez použitia armatúr.

Druhá metóda je spoľahlivejšia, ale častejšie sa používa na pripojenie potrubí malého prierezu alebo, ak je to potrebné, na zmenu smeru potrubia. V tomto prípade sa používajú spojovacie prvky vyrobené z rovnakého polyméru ako rúry. Pri spájkovaní sa časti vonkajšej časti rúrky a vnútorný povrch tvarovky roztavia.
Technológia polyfúzneho zvárania rúr z polypropylénu
potrebné nástroje a vybavenie
Na správne pripojenie polypropylénových potrubí je potrebné pripraviť podrobnú schému budúceho potrubia, označiť všetky zákruty, umiestnenie uzatváracích ventilov a pripraviť potrebné nástroje.
Na zváranie viac poistkami budete potrebovať:
- zariadenia na zváranie polypropylénových rúr;
- dýzy pre zváracie stroje;
- kontaktný teplomer;
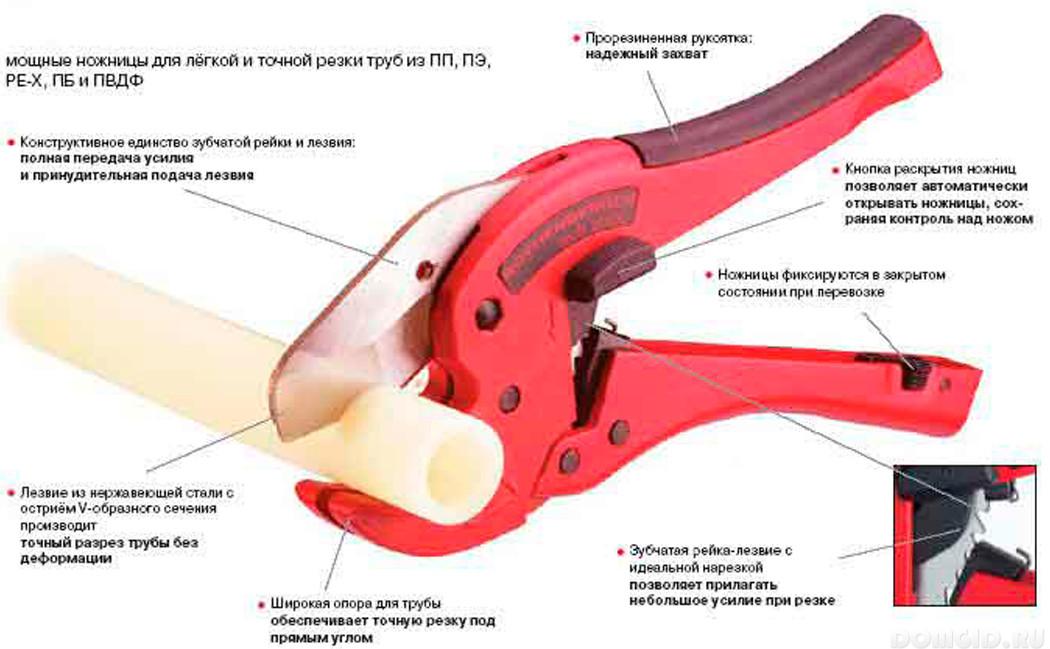
- rezačky rúr alebo štiepačky;
- holiaci strojček;
- ploché skimmery;
- meter;
- markeru;
- nesyntetická textília;
- alkohol.
Zváracie zariadenie alebo, ako sa všeobecne nazýva, spájkovačka na zváranie polypropylénových rúrok pozostáva z vykurovacej platne, regulátora teploty a držiaka. Vykurovacia doska má dva otvory na upevnenie spájkovacích prvkov.
Súprava so spájkou obsahuje obvykle dýzy na zváranie polypropylénových rúr s priemerom 20, 25, 30 a 40 mm. Postačujú na pripojenie potrubí na použitie v domácnosti. Železné dýzy majú teflónovú vrstvu, čo zabraňuje prilepeniu roztaveného plastu k povrchu dýzy.

V súprave zváracieho stroja je niekedy zahrnutá rezačka rúrok, ktorá poskytuje takmer dokonalý rez presne a rýchlo.

Musia sa prísne dodržiavať odporúčania a postup práce so zváracím strojom uvedené v príručke zariadenia, aby nedošlo k poškodeniu potrubí a mimoriadnej situácii na potrubí.
Niektorí odborníci radšej používajú nožnice na drôty, ktoré dokážu rezať rôzne typy polypropylénových rúr, vrátane rúr vystužených sklenými vláknami alebo hliníkom.
Na zváranie vystužených polypropylénových rúr je potrebný holiaci strojček, ktorým pred zváraním vyčistia okraje rúrok.

Ak je rúra silno namontovaná v spojke, je potrebné skosenie. Prístroj skosí hranu pod uhlom 60 stupňov, šírka rezu do 40 mm.

prípravná fáza zvárania
Zváranie propylénových rúrok pomocou vlastného náradia sa začína prípravou nástroja na prácu:
- pripevniť dýzy požadovanej veľkosti na zvárací stroj;
- nastavte teplotu spájkovačky a zapojte ju do elektrickej siete (čas ohrevu bude vo veľkej miere závisieť od teploty vzduchu);
- pred prácou musí byť teflónový povrch dýz utieraný nesyntetickou textíliou;
- teplota ohrevu zváracieho stroja sa dá regulovať pomocou kontaktného teplomeru;
- funkčnosť horáka alebo rezača rúr sa musí skontrolovať na prototypovej rúrke, rez musí byť bez dutín, inak musí byť nástroj nabrúsený.
Pripojovacie rúrky musia byť pripravené na zváranie nasledovne:
- pohľad na steny častí; príslušenstvo musí byť v funkčnom stave;
- zváracie armatúry a potrubia sa musia vyčistiť a odmastiť (utrieť alkoholom);
- kovania by mali pevne dosadať na ráfik;
- zmerajte a odrežte rúrku na požadovanú veľkosť;

- - koncová strana rúrky, pripravená na zváranie, je lepšie kosiť pod uhlom 30 - 45 stupňov (najmä pri rúrkach s priemerom viac ako 40 mm), keď sa rúrka zasunie do tvarovky, materiál sa nezachytí;
- po celej dĺžke zlúčeniny musí byť oxidovaná vrstva odstránená;
- v vystužených rúrkach na koncoch spojenia je potrebné odstrániť hliníkovú vrstvu pomocou holiaceho strojčeka;

- na potrubiach vystužených sklenými vláknami nie je takéto stripovanie potrebné;
- rúrku vložte do tvarovky a označte hĺbku vstupu značkou; rúra nesmie byť úplne usadená v montážnom puzdre (nechajte medzeru 1 mm), aby sa pri spájkovaní rúrková časť nezúžila.
postup zvárania polypropylénovej rúrky
- Začíname zvárať polypropylénové rúry. Tento pokyn zabezpečuje vykonávanie takýchto akcií:
- Bezprostredne pred pripojením rúrok ich znovu odmastite.
- Na vyhrievanú dýzu spájkovacej liatiny najskôr nasaďte montážnu časť a potom rúrku.

- Počas zahrievania nie je možné otočiť diely tak, aby sa nedeformovali.
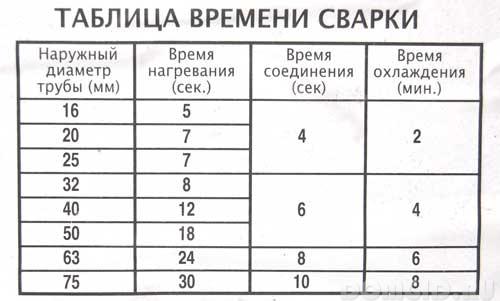
- Počkajte na požadovaný čas zvárania polypropylénových rúr. Interval závisí od výkonu zariadenia a veľkosti potrubia.
- Odstráňte roztavené časti z trysiek a spojte ich rovnomerným hladkým stláčaním bez axiálnej rotácie.

- Čerstvý šev udržujeme až do čiastočného ochladenia počas 30 sekúnd.
algoritmus zvárania pre zvárané profily
Ak je potrubie už nainštalované a existuje potreba jeho vetvenia, potom nie je potrebné systém zdeformovať a rozoberať potrubnú časť, stačí riadne zvariť sedlo.
Postup montáže zváranej časti je nasledujúci:
- Označte miesto budúcej vetvy a vyvŕtajte do nej dieru (pre plastové rúrky musíte použiť špeciálny vrták).
- Vyčistite, ak je to potrebné, hliník a otvor odmastite.
- Nasaďte dýzu požadovanej veľkosti na zvárací stroj a zahrejte nástroj na 260 stupňov.
- Držte zariadenie za rukoväť a nainštalujte zahrievanú dýzu do otvoru.
- Vykurovacie sedadlo varného sedla musí byť zasunuté do vyhrievacieho puzdra (úplne) a vydržať čas zahrievania (asi 30 sekúnd).

- Vyberte zváračku z potrubia a veľmi rýchlo pripojte varné sedadlo k roztavenému otvoru.
- Sedlo musí byť pevne pritlačené, musí zodpovedať osi, nesmie sa otáčať ani uvoľňovať. Na spájkovanie by malo uplynúť asi 15 sekúnd, aby sa úplne ochladilo 10 minút.
Po nainštalovaní sedla do neho môžete naďalej montovať polypropylénové rúry a ďalšie spojovacie prvky.
možné chyby pri zváraní rúr
Chyby spôsobené spájkovaním polypropylénového potrubia vedú k rôznym problémom: únik a únik vody pri pripojení, prasknutie potrubí, slabý tlak vody a ďalšie problémy.
Medzi typické chyby vo zváracích rúrkach vyrobených z polypropylénu patria:
- medzera je príliš veľká (viac ako 1 mm) medzi okrajom tvarovky a rúrkou (spojovací úsek je tenký a tu môže dôjsť k prasknutiu potrubia);
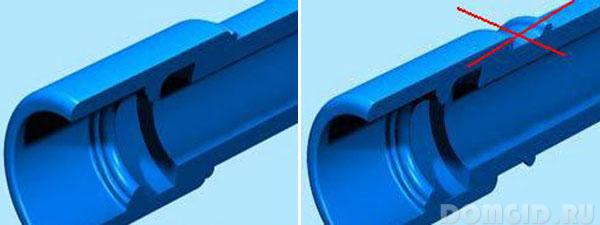
- nadmerné stlačenie dvoch spájkovaných častí (v potrubí sa vytvára nahromadenie, ktoré znižuje tlak vody);
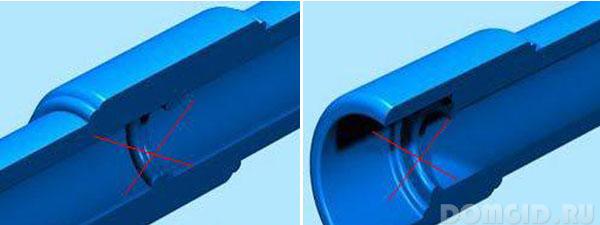
- ak sú časti, ktoré sa majú spojiť, prehriate, zhorší sa tesnosť spoja a ak sa rúrka nezohrieva, nebude fungovať na spájkovanie rúr;
- nesúlad osí spojovacích prvkov povedie k deformácii potrubia a strate tesnosti v spojoch.
Zváranie polypropylénových rúrok za studena
Metóda zvárania za studena spočíva v lepení rúrových častí špeciálnym lepidlom, ktoré pevne spája rôzne syntetické materiály na báze plastu, vrátane polypropylénu.
Zváranie polypropylénových rúrok za studena sa môže použiť iba pri inštalácii studeného potrubia, pretože pri kontakte s horúcou vodou lepidlo stráca svoje funkcie a škára spoja - jeho pevnosť
Postup zvárania za studena pre polypropylénové rúry:
- Na potrubiach označte spoje potrubia, kde sa bude vykonávať zváranie.
- Rúry rozrezajte na časti správnej veľkosti.
- Naneste studené zváracie lepidlo na obidve sekcie a okraje pevne pritlačte k sebe po dobu 15 sekúnd.

- Potrubný systém upevnite tak, aby rúry boli nehybné.
- Jednu hodinu po lepení je možné vodu vypustiť.
Pri práci so zváraním za studena je dôležité dodržiavať bezpečnostné opatrenia týkajúce sa agresívnych látok.
Zváranie rúr z polypropylénu pomocou elektrického príslušenstva
Elektricky zvárané armatúry (elektrické armatúry) sú armatúry vybavené zabudovanými vyhrievacími prvkami drôtu, ktoré sa topia pri vysokých teplotách a vytvárajú pevné a spoľahlivé spojenie s plastovými rúrkami.
Elektrické armatúry tvoria spoje, ktoré zaručujú tesnosť potrubia, ochranu pred únikmi a nárazmi.
Na zváranie pomocou elektrického príslušenstva sú potrebné rovnaké nástroje ako na zváranie polyfúziou.

Technológia spájkovania polypropylénových rúr s elektrickým zváraným príslušenstvom:
- Potrubie odrežte nožnicami.
- Odmasťujte hornú časť potrubia a vnútro elektrického príslušenstva.
- Označte hĺbku vstupu elektrického príslušenstva na rúre.
- Vystuženú rúrku očistite od hliníka po dĺžku spojenia s tvarovkou.
- Potrubie vložte do armatúry a bezpečne ju pripevnite, pretože pri zahrievaní sa polypropylén zvýši a pod tlakom môže zo armatúry vyskočiť.
- Pripojte elektrický zvárací stroj k sieti a počkajte, kým sa nezahreje.
- Pripojte zvárací stroj k armatúre pomocou kontaktných drôtov.
- Stlačte tlačidlo ŠTART. Zakázanie sa uskutoční automaticky.
- Po zváraní by malo dôjsť k ochladeniu škáry prirodzene a bez mechanického namáhania (tlak, rotácia, kompresia).
Ako vidíte, pri zváraní polypropylénových rúrok by sa malo brať do úvahy niekoľko dôležitých bodov, aby sa predišlo chybám a získal sa silný a spoľahlivý plynovod, ktorý vydrží nepretržite viac ako desať rokov.
