



Ako variť elektrickým oblúkovým zváraním, čo je nevyhnutné pre bezpečnosť

Ručné zváranie elektrickým oblúkom bolo ľudstvom používané už viac ako sto rokov. Zostáva najuniverzálnejšou technológiou spájania kovov.
Obsah
- Metódy zvárania
- Ako si vybrať zvárací stroj
- Základy zvárania oblúkom
- Technika zvárania video
- Bezpečnostné opatrenia pri práci s elektrickým zváraním
Metódy zvárania
Elektrické zváranie Toto je univerzálny spôsob pripevnenia kovových častí. Elektrické zváranie sa ľahko používa a zvar je odolný. Zváranie je lacnejšie ako iné spôsoby pripojenia, či už ide o nity, závitové alebo skrutkové spoje.
Zvážte tri hlavné typy elektrického zvárania:
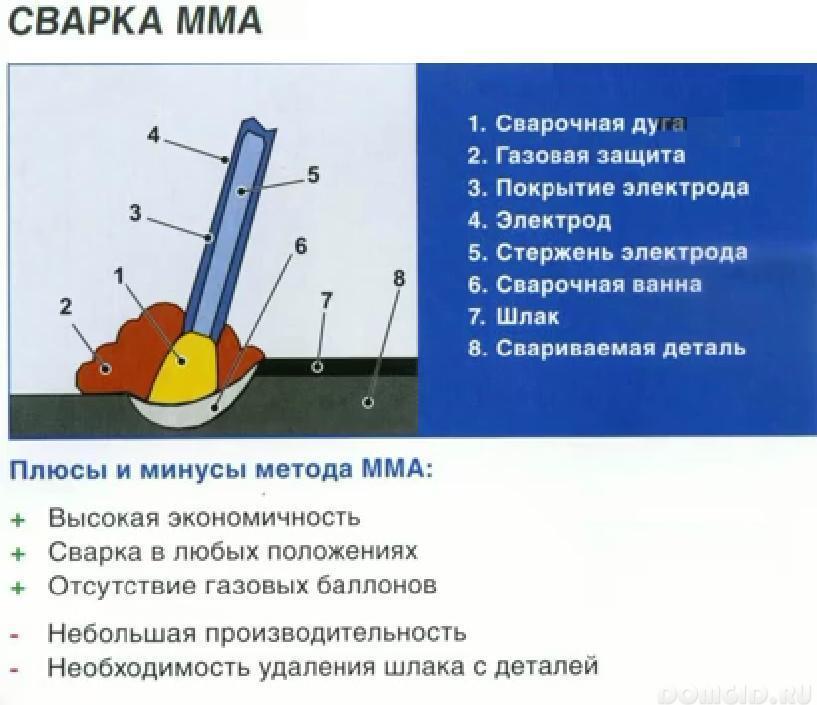
- MMA ručné oblúkové zváranie, vykonávané kusovou elektródou;
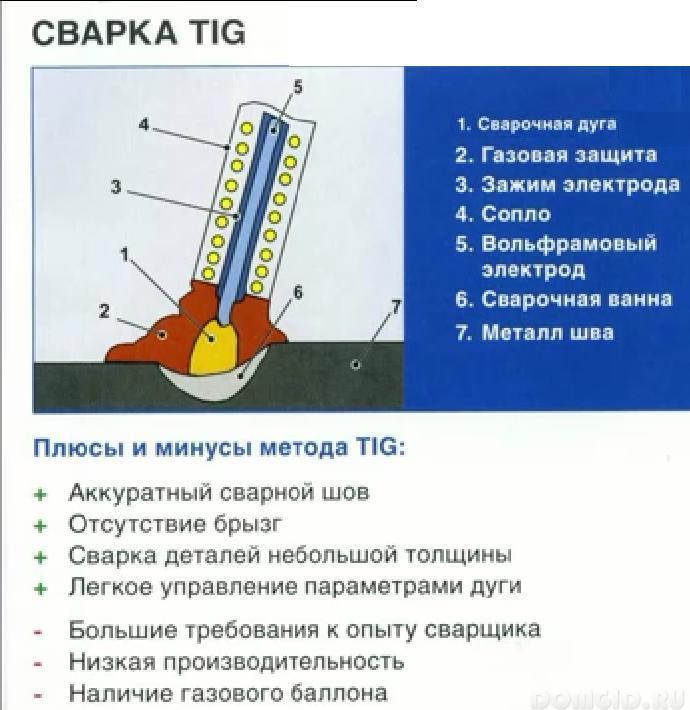
- WIG zváranie sa vykonáva nespotrebiteľnou volfrámovou elektródou;
- MIG-MAG Poloautomatické zváranie elektródou alebo drôtom s tavivom.

Každá z metód zvárania má svoje klady a zápory. Vo väčšine prípadov na súkromné \u200b\u200bpoužitie doma neexistujú žiadne špeciálne požiadavky na zvárané konštrukcie a na zjednodušenie zvárania používajú technológiu MMA. Elektródy si môžete zakúpiť v miestnom železiarstve a sú vždy k dispozícii.
Ako si vybrať zvárací stroj
Pre technológiu zvárania MMA sa používajú dva hlavné typy zváracích strojov: transformátor a invertor.
Zváracie transformátory Pomocou transformátora znižujú napätie domáceho napájacieho zdroja 220V na 40-70V prevádzkového napätia zvárania. Transformátory môžu pracovať so striedavým (AC) a konštantným (DC) napätím. Prúd sa dá plynulo alebo postupne regulovať v rozmedzí 40-200A.
Jednou z hlavných požiadaviek zváracieho transformátora je stálosť napätia v sieti. Ak je vaša sieť napájania nestabilná, bude vďaka zváraciemu stroju klesať ešte viac. V tomto ohľade môžu mať vaši susedia nepohodlie.
Zváracie transformátory nemajú zložité elektronické komponenty, takže sú veľmi spoľahlivé a trvanlivé. Všetky zváracie transformátory sú lacnejšie ako ich zváracie náprotivky. Výrobná technológia bola overená po celé desaťročia a veľmi zriedka zlyhá.
menič posledné slovo technológie v MMA. Jedná sa o kompaktný a ľahký zvárací stroj. Poskytuje stabilizačný systém pre spaľovanie oblúka, reguluje výstupné napätie, má ochranný systém a zrýchlený zapaľovací systém.
Pretože zváracie invertory sú špičkové technológie a majú vážne elektronické vycpávky, je preto spoľahlivosť týchto zariadení menšia. Použitie čínskych náhradných dielov u väčšiny značkových výrobcov je tiež možné.
Pri výbere meniča je potrebné vziať do úvahy nasledujúce body:
Maximálny zvárací prúd. V závislosti od maximálneho prúdu môžeme použiť elektródy s väčším priemerom 4 - 5 mm a variť silné a hlboké švy. Pri domácich podmienkach je maximálny prúd 150 A pri práci so 4 mm elektródou postačujúci.
Pracovný cyklus podmienené množstvo pracovného času a prestoje zváracieho invertora tak, aby sa ochladil. Vyjadruje sa v%. Pre všetky modely je cyklus 5 alebo 10 minút. Prevádzkový čas cyklu tiež závisí od prevádzkového prúdu: čím nižší je prúd, tým viac času je možné variť v jednom pracovnom cykle.
záruka, áno, je to záruka, pretože menič je zložité elektronické zariadenie. Preto, čím väčšia je záruka, tým väčšia je pravdepodobnosť, že v pozáručnej dobe neodmietne. Nakoniec, ak výrobca na výrobu meniča použil vysokokvalitné komponenty, záručné linky môžu dosiahnuť 3 roky.
Základy zvárania oblúkom
Kovová tyč elektródy interaguje so základným kovom pri teplote asi 5 000 K. Roztavený kov tvorí zvar. Hĺbka, do ktorej sa kov produktu roztavil, sa nazýva hĺbka prieniku. Šírka, po ktorej sa roztavil základný kov, sa nazýva šírka zvaru. Hĺbka a šírka zvaru závisí od sily zváracieho prúdu, režimu zvárania, priemeru elektródy.
Pri práci s oblúkovým zváraním uvádzame hlavné kritériá:
Zvárací prúd nastavená podľa priemeru a povlaku elektródy.
Všimnite si, že keď sa priemer elektródy zvyšuje pri rovnakom zváracom prúde, hustota elektródy klesá. V dôsledku toho sa hĺbka prieniku zmenšuje, zväčšuje sa šírka švíka a objavuje sa blúdny oblúk.
Oblúkové napätie v závislosti od jeho dĺžky by nemal byť väčší ako priemer elektródy.
Zváracia rýchlosť nastaviť tak, aby kov zo zváracej elektródy mal čas na naplnenie kúpeľa zvaru, čím sa vytvorí tuberkulóza bez podrezania a ochabnutia.
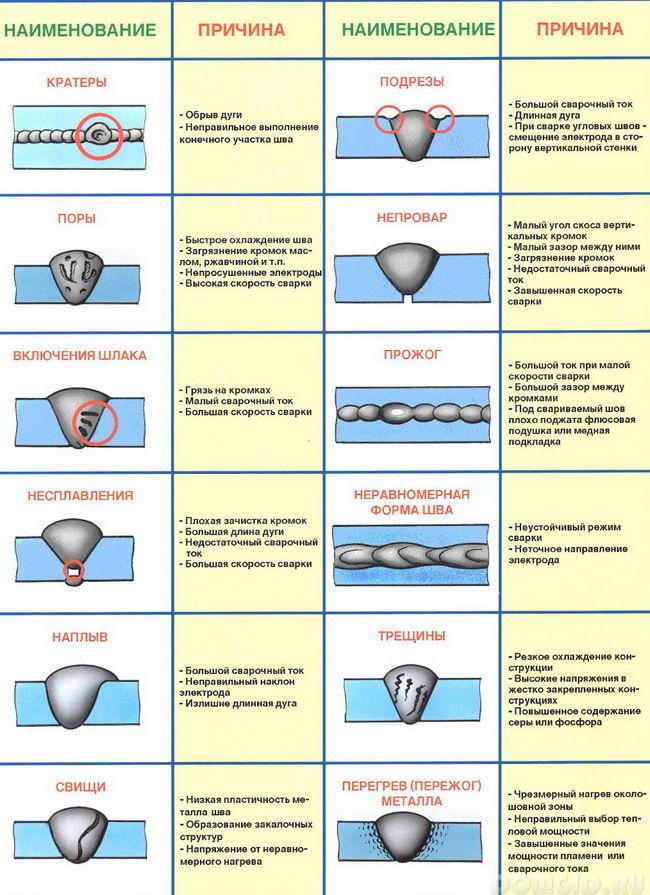
Typické problémy so zvarom:
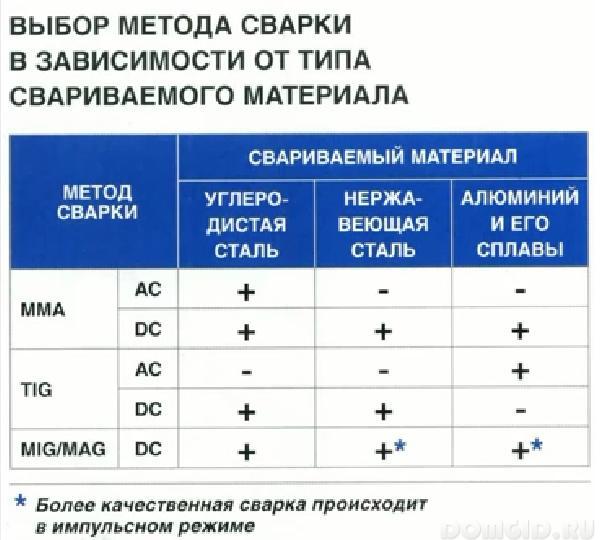
Zváranie striedavým prúdom sa v domácnostiach veľmi často používa pomocou elektród potiahnutých rutilmi. Nízkolegované a nízkouhlíkové ocele sú dobre zvárané.
Zváranie jednosmerným prúdom sa používa na zváranie stredne uhlíkových ocelí a liatiny. Reverzná polarita sa používa na zvýšenie rýchlosti zvárania.
Zvárací oblúk sa zapáli radom krátkych a ostrých dotykov elektródy na kov alebo nárazom elektródy na povrch výrobku v smere budúceho zvaru. Ak sa elektróda prilepí k produktu, musí sa odtrhnúť prudkým kývaním doprava a doľava s držiakom zasunutým smerom nahor. Po zapálení oblúka môže byť elektróda v troch polohách:
- uhol chrbta;
- predný uhol;
- v pravom uhle.
Na konci zvaru, aby sa zabránilo vytvoreniu krátera, musí byť oblúk odrezaný po zvarení krátera niekoľkými kruhovými pohybmi.
Technika zvárania
Existuje niekoľko desiatok zváracích režimov a spôsobov manipulácie s elektródou pri vykonávaní zvarov. Počas zvárania sa elektróda vždy pohybuje v troch smeroch:
Progresívny pohyb nadol podporuje elektrický oblúk počas tavenia elektródy a reguluje hĺbku zvaru. Rýchlosť pohybu závisí od rýchlosti horenia elektródy.
Pohyb elektródy v smere zvaru tvorí zvarový bazén. Rýchlosť pohybu závisí od šírky švu a spôsobu zvárania.
Priečne pohyby pohybujú elektródou do strán a tvoria šírku zvaru. Vibračné pohyby určujú šírku zvaru, ale nemali by prekročiť 3 priemery elektród.
Kov musí byť udržiavaný v roztavenom stave, až kým sa nevytvorí zvarený lem. Je potrebné zabrániť predčasnému ochladzovaniu kovu vo zvarovom bazéne. Je potrebné kontrolovať šírku zvaru, hĺbku prieniku.
V závislosti od toho, kde je zvar vyrobený, sa rozlišuje niekoľko priestorových polôh zvaru.
spodná bielizeň
vertikálne
strop
Bezpečnostné opatrenia pri práci s elektrickým zváraním
Zváracie práce sú práce s vysokým stupňom nebezpečenstva. Z tohto dôvodu musí každý zvárač dodržiavať pravidlá ochrany práce a požiarnej bezpečnosti. Všetky práce by sa mali vykonávať v ochranných oblekoch, rukaviciach alebo rukaviciach, je nutné používať zváraciu masku s rôznymi svetelnými filtrami. Chráňte zvarovú zónu. Bezpečnostné pravidlá sú upravené v SNiP 12-03-2001.
