 |
 |
 |
 |
როგორ საზ ელექტრო რკალის შედუღებით, რაც აუცილებელია უსაფრთხოებისთვის

სახელმძღვანელო ელექტრო რკალის შედუღება კაცობრიობის მიერ გამოყენებულია ასზე მეტი წლის განმავლობაში. ეს რჩება ყველაზე მრავალმხრივი ტექნოლოგია ლითონის შესაერთებლად.
შინაარსის ცხრილი
- შედუღების მეთოდები
- როგორ ავირჩიოთ შედუღების მანქანა
- Arc შედუღების საფუძვლები
- შედუღების ტექნიკა ვიდეო
- უსაფრთხოების სიფრთხილის ზომები ელექტრო შედუღების დროს მუშაობისას
შედუღების მეთოდები
ელექტრო შედუღება ეს არის უნივერსალური გზა მეტალის ნაწილების დამაგრების მიზნით. ელექტრო შედუღება მარტივია და შედუღება გამძლეა. შედუღება უფრო იაფია ვიდრე სხვა კავშირის მეთოდები, იქნება ეს მოქლონები, ხრახნიანი ან ხრახნიანი კავშირები.
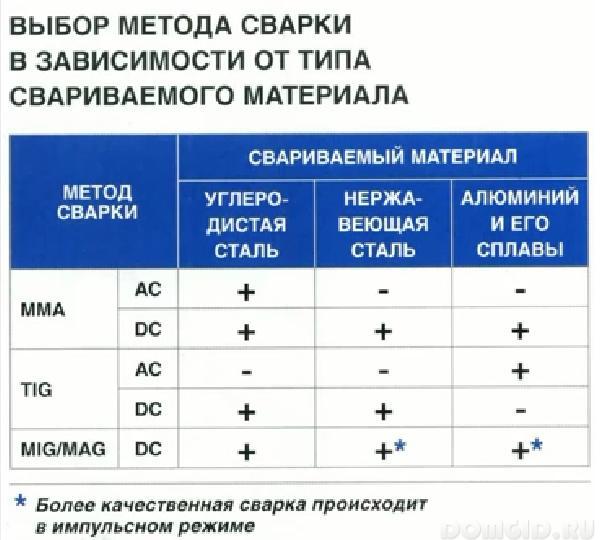
განვიხილოთ ელექტრო შედუღების სამი ძირითადი ტიპი:
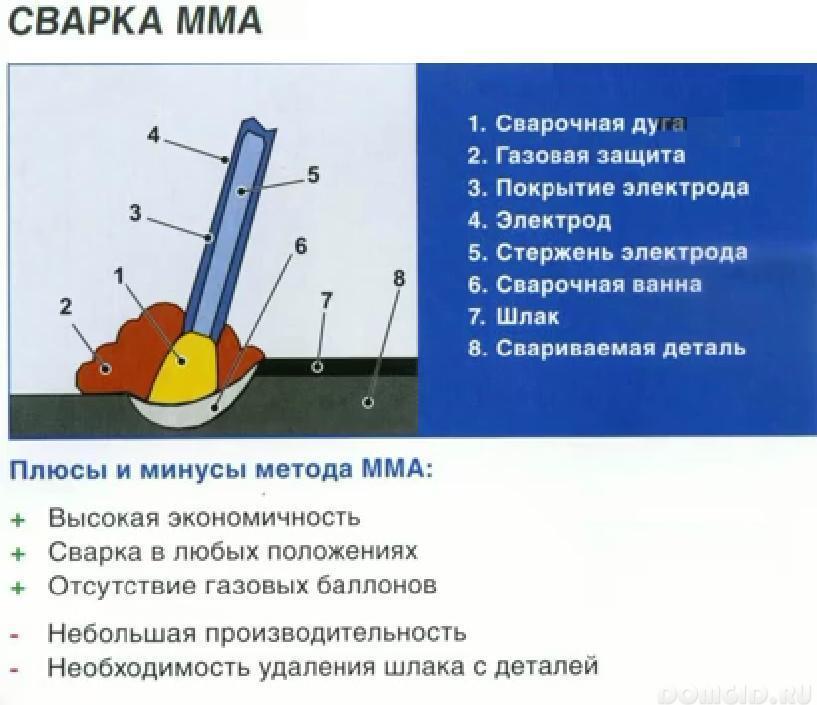
- MMA სახელმძღვანელო რკალის შედუღება, რომელიც ხორციელდება ცალი ელექტროდით;
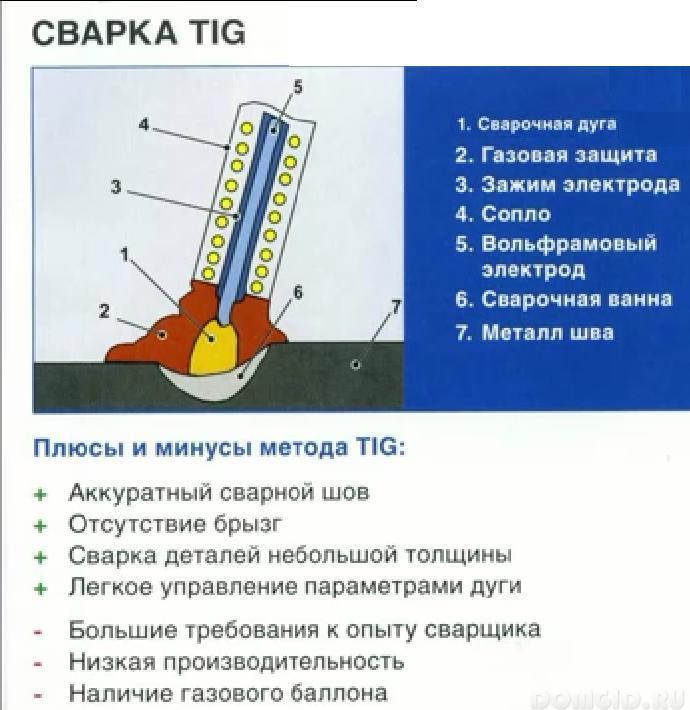
- ტიგ შედუღება ხორციელდება არასასურველი ვოლფრამის ელექტროდის საშუალებით;
- MIG-MAG ნახევრად ავტომატური შედუღება ელექტროდთან ან ნაკადად გაყვანილი მავთულის საშუალებით.

შედუღების თითოეულ მეთოდს აქვს თავისი დადებითი და დადებითი. უმეტეს შემთხვევაში, სახლში პირადი სარგებლობისთვის, შედუღებული სტრუქტურებისთვის არ არსებობს სპეციალური მოთხოვნები და შედუღების გასამარტივებლად, ისინი იყენებენ MMA ტექნოლოგიას. ელექტროდების შეძენა შეგიძლიათ თქვენს ადგილობრივ ტექნიკის მაღაზიაში და ყოველთვის არის შესაძლებელი.
როგორ ავირჩიოთ შედუღების მანქანა
MMA შედუღების ტექნოლოგიისთვის გამოიყენება შედუღების აპარატების ორი ძირითადი ტიპი: ტრანსფორმატორი და ინვერტორები.
შედუღების ტრანსფორმატორები ტრანსფორმატორის გამოყენებით, ისინი ამცირებენ საყოფაცხოვრებო ელექტრომომარაგების ძაბვას 220V- მდე შედუღების სამუშაო ძაბვის 40-70V- მდე. ტრანსფორმატორებს შეუძლიათ ფუნქციონირება ალტერნატიული (AC) და მუდმივი (DC) ძაბვით. მიმდინარე შეიძლება დარეგულირდეს შეუფერხებლად ან ეტაპობრივად 40-200A ფარგლებში.
შედუღების ტრანსფორმატორის ერთ-ერთი მთავარი მოთხოვნა არის ქსელში ძაბვის მუდმივი დაცვა. თუ თქვენი ელექტრომომარაგების ქსელი არასტაბილურია, მაშინ შედუღების აპარატის გამო, ეს კიდევ უფრო მეტს გახდის. ამ თვალსაზრისით, თქვენს მეზობლებმა შეიძლება უხერხულობა განიცადონ.
შედუღების ტრანსფორმატორებს არ აქვთ რთული ელექტრონული კომპონენტები, ამიტომ ისინი ძალიან საიმედო და გამძლეა. ყველა შედუღების ტრანსფორმატორი უფრო იაფია, ვიდრე მათი შედუღების კოლეგები. წარმოების ტექნოლოგია დამტკიცებულია ათწლეულების განმავლობაში და ძალიან იშვიათად ვერ.
ინვერტორული ტექნოლოგიის ბოლო სიტყვა MMA- ში. ეს არის კომპაქტური და მსუბუქი შედუღების მანქანა. ის უზრუნველყოფს რკალის წვის სტაბილიზაციის სისტემას, არეგულირებს გამომავალი ძაბვას, აქვს დაცვის სისტემა და დაჩქარებული რკალის აალების სისტემა.
იმის გამო, რომ შედუღების ინვერტორები მაღალტექნოლოგიურია და აქვთ ელექტრონული შევსება, ამგვარი მოწყობილობების საიმედოობა შესაბამისად ნაკლებია. ასევე შესაძლებელია ჩინეთის სათადარიგო ნაწილების გამოყენება ყველაზე ბრენდირებულ მწარმოებლებში.
ინვერტორული არჩევისას მხედველობაში უნდა იქნას მიღებული შემდეგი პუნქტები:
შედუღების მაქსიმალური დენი. მაქსიმალური მიმდინარეობიდან გამომდინარე, ჩვენ შეგვიძლია გამოვიყენოთ ელექტროდი, რომელსაც აქვს უფრო დიდი დიამეტრი 4-5 მმ, და მოვამზადოთ სქელი და ღრმა seams. საშინაო პირობებისთვის, 4 მმ ელექტროდთან მუშაობისას საკმარისია მაქსიმალური დენი 150 A.
მოვალეობის ციკლი სამუშაო დროის პირობითი ოდენობა და შედუღების ინვერტორული დროებითი დატვირთვა ისე, რომ იგი კლებულობს. იგი გამოხატულია% -ში. ყველა მოდელისთვის, ციკლი 5 ან 10 წუთია. ციკლში მუშაობის დრო ასევე იქნება დამოკიდებული საოპერაციო დენზე: რაც უფრო დაბალია დენი, მეტ დროს შეგიძლიათ მოხარშოთ ერთ სამუშაო ციკლში.
გარანტიადიახ, ეს გარანტიაა, რადგან ინვერტორი რთული ელექტრონული მოწყობილობაა. ამრიგად, რაც უფრო დიდი გარანტიაა, უფრო დიდია იმის ალბათობა, რომ იგი უარს იტყვის გარანტიის შემდგომ პერიოდში. ყოველივე ამის შემდეგ, თუ მწარმოებელმა ინვერტორული წარმოებისთვის გამოიყენა მაღალი ხარისხის კომპონენტები, მაშინ გარანტიის ხაზები შეიძლება 3 წლამდე მიაღწიოს.
Arc შედუღების საფუძვლები
ელექტროდის ლითონის როდ ურთიერთქმედებს ბაზის მეტალთან დაახლოებით 5000K ტემპერატურაზე. მდნარი ლითონი აყალიბებს შედუღებას. სიღრმე, რომელზეც პროდუქტის ლითონი დნება, ეწოდება შეღწევადობის სიღრმე. სიგანე, რომელზეც ბაზის ლითონი დნება, ეწოდება შედუღების აუზის სიგანე. შედუღების აუზების სიღრმე და სიგანე დამოკიდებულია შედუღების დენის სიძლიერეზე, შედუღების რეჟიმში, ელექტროდის დიამეტრზე.
ჩვენ გამოვყოფთ მთავარ კრიტერიუმებს რკალის შედუღებასთან მუშაობისას:
შედუღება მიმდინარე მითითებული ელექტროდის დიამეტრისა და საფარის მიხედვით.
გაითვალისწინეთ, რომ რადგან ელექტროდის დიამეტრი იგივე შედუღების დენით იზრდება, ელექტროდის სიმკვრივე მცირდება. შედეგად, შეღწევადობის სიღრმე მცირდება, ფსკერის სიგანის ზრდა, მოხეტიალე რკალის გამოჩენა.
რკალის ძაბვა ეს დამოკიდებულია მის სიგრძეზე, ეს უნდა იყოს არა უმეტეს ელექტროდის დიამეტრი.
შედუღების სიჩქარე შედგით ისე, რომ შედუღების ელექტროდიდან ჩამოსხმულმა მეტალმა დრო შეავსოს შედუღების აბანო, აყალიბებს ტუბერკულოზს ქვეწარმავლების გარეშე.
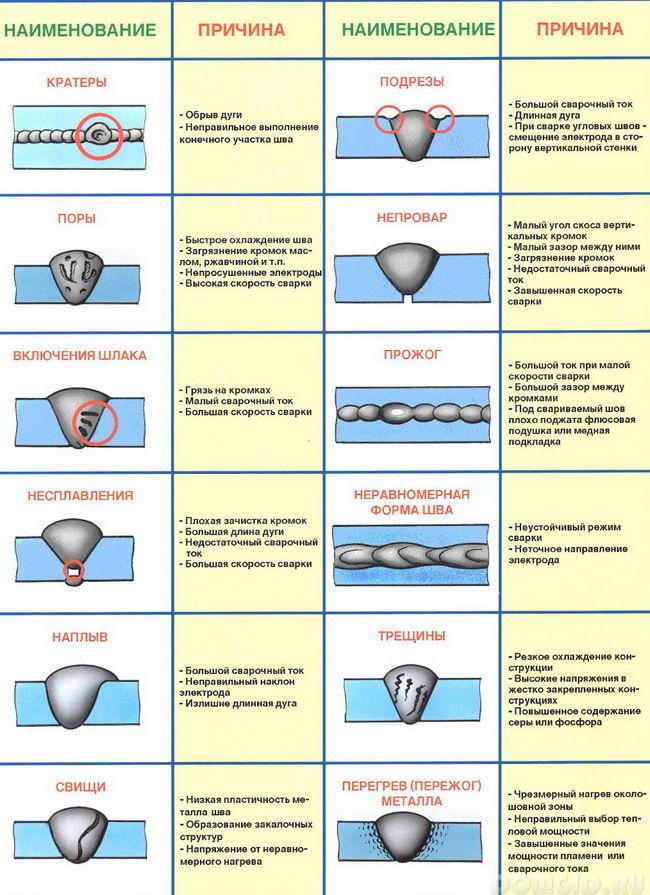
შედუღების ტიპიური პრობლემები:
ალტერნატიული დენით შედუღება ძალიან ხშირად გამოიყენება შინამეურნეობებში, ხორციელდება რუტინული დაფარული ელექტროდებით. დაბალი შენადნობი და დაბალი ნახშირბადის ფოლადები კარგად არის შედუღებული.
DC შედუღება გამოიყენება საშუალო ნახშირბადოვანი ფოლადისა და თუჯის შედუღებისთვის. საპირისპირო პოლარობა გამოიყენება შედუღების სიჩქარის გასაზრდელად.
შედუღების რკალი უგულებელყოფილია ელექტროდის მოკლე და მკვეთრი შეხებით ლითონისკენ, ან პროდუქტის ზედაპირზე არსებული ელექტროდის გაფიცვით, მომავალი შედუღების მიმართულებით. თუ ელექტროდი პროდუქტს ეკიდება, იგი უნდა ჩამოიშალოს მკვეთრად მარჯვნივ და მარცხნივ, ხოლო მფლობელმა უკან დაიხია. რკალის ანთების შემდეგ, ელექტროდი შეიძლება იყოს სამი პოზიციაზე:
- კუთხე უკან;
- წინ კუთხე;
- მარჯვენა კუთხეებში.
შედუღების დასასრულს, კრატერის წარმოქმნის თავიდან ასაცილებლად, რკალი უნდა შეწყვიტოთ კრატერის შედუღების შემდეგ, რამდენიმე წრიული მოძრაობით.
შედუღების ტექნიკა
შედუღების შესრულებისას ელექტროდიდის მანიპულირების რამდენიმე ათეული შედუღების რეჟიმი და მეთოდია. შედუღების დროს, ელექტროდი ყოველთვის მოძრაობს სამი მიმართულებით:
პროგრესირებადი დაღმავალი მოძრაობა ელექტრო რკალს უჭერს ელექტროდის დნობის დროს და არეგულირებს შედუღების აუზის სიღრმე. გადაადგილების სიჩქარე დამოკიდებულია ელექტროდის წვის სიჩქარეზე.
ელექტროდის მოძრაობა შედუღების მიმართულებით გასწვრივ ქმნის შედუღების აუზს. გადაადგილების სიჩქარე დამოკიდებულია სელის სიგანეზე და შედუღების რეჟიმში.
განივი მოძრაობები ელექტროდს გადააქვთ გვერდებზე, რათა შექმნან შედუღების აუზის სიგანე. ვიბრაციული მოძრაობები განსაზღვრავს შედუღების სიგანეს, მაგრამ არ უნდა აღემატებოდეს 3 ელექტროდის დიამეტრი.
ლითონი უნდა ინახებოდეს მდნარ მდგომარეობაში, სანამ არ მოხდება შედუღების მძივი. აუცილებელია შედუღების აუზში ლითონის ნაადრევი გაგრილების თავიდან ასაცილებლად. აუცილებელია შედუღების აუზების სიგანე, შეღწევადობის სიღრმე.
იმისდა მიხედვით, თუ სად გაკეთდება შედუღება, გამოირჩევა შედუღების რამდენიმე სივრცული პოზიცია.
ქვედა
ვერტიკალური
ჭერი
უსაფრთხოების სიფრთხილის ზომები ელექტრო შედუღების დროს მუშაობისას
შედუღების სამუშაოა საშიშროების მაღალი დონის მქონე სამუშაოა. აქედან გამომდინარე, თითოეული შემდუღებელი უნდა შეესაბამებოდეს შრომის დაცვის წესებს და ხანძარსაწინააღმდეგო უსაფრთხოებას. ყველა სამუშაო უნდა ჩატარდეს დამცავი ლუქსი, ხელთათმანები ან ხელჯოხები, სავალდებულოა შედუღების ნიღბის გამოყენება სხვადასხვა მსუბუქი ფილტრებით. შედუღების ზონის დაცვა. უსაფრთხოების წესები რეგულირდება SNiP 12-03-2001 მიერ.
