



نحوه طبخ با جوش قوس الکتریکی ، که برای ایمنی ضروری است

جوشکاری قوس الکتریکی دستی بیش از صد سال توسط بشر استفاده شده است. این فناوری متنوع ترین فن آوری برای پیوستن به فلز است.
فهرست مطالب
- روش های جوشکاری
- نحوه انتخاب دستگاه جوش
- مبانی جوشکاری قوس
- تکنیک جوش فیلم
- اقدامات احتیاطی ایمنی هنگام کار با جوش برقی
روش های جوشکاری
جوشکاری برقی این یک روش جهانی برای چسباندن قطعات فلزی است. جوشکاری برقی آسان است و جوش آن دوام دارد. جوشکاری نسبت به سایر روشهای اتصال ، پرچ ، اتصال یا پیچ و مهره ، ارزانتر است.
سه نوع اصلی جوش برقی را در نظر بگیرید:
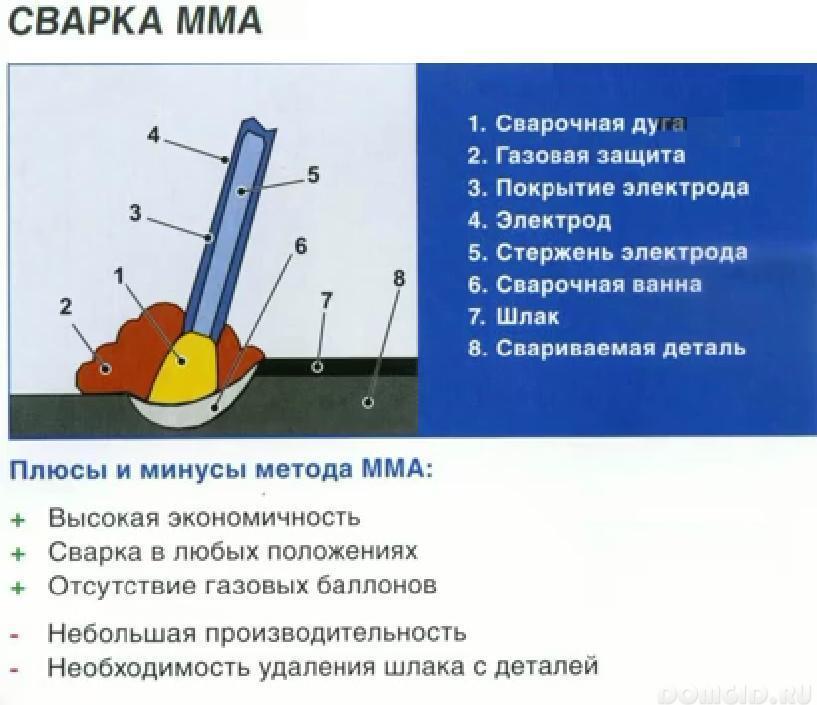
- MMA جوشکاری قوس دستی ، توسط الکترود قطعه انجام می شود.
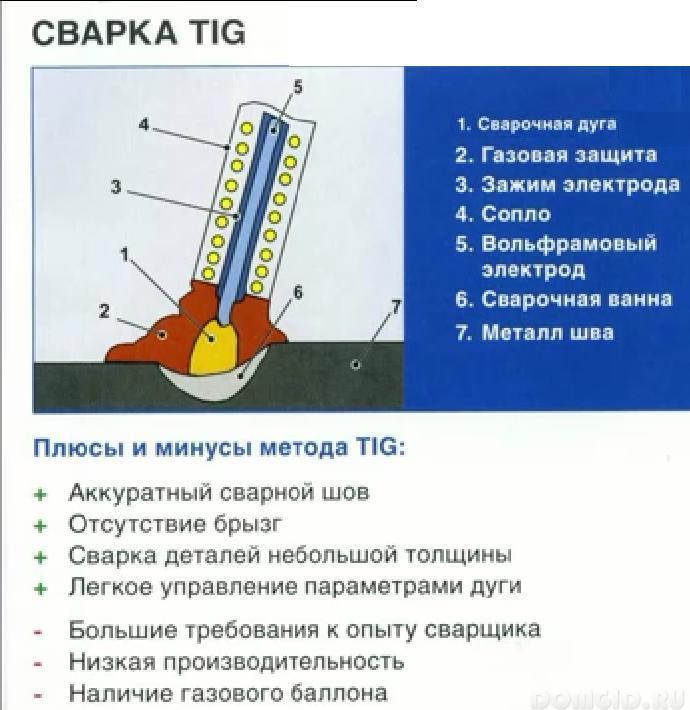
- تیگ جوشکاری توسط الکترود تنگستن غیرقابل مصرف انجام می شود.
- MIG-MAG جوشکاری نیمه اتوماتیک با الکترود یا سیم مایع با شار.

هر یک از روش های جوشکاری جوانب مثبت و منفی خود را دارند. در بیشتر موارد ، برای استفاده های خصوصی در خانه ، هیچ گونه الزام خاصی برای سازه های جوش داده نشده وجود دارد و برای ساده تر کردن جوشکاری ، از فناوری MMA استفاده می کنند. الکترود را می توان در فروشگاه سخت افزار محلی خود خریداری کرد و همیشه در دسترس است.
نحوه انتخاب دستگاه جوش
برای فناوری جوشکاری MMA ، دو نوع اصلی از دستگاه های جوشکاری استفاده می شود: ترانسفورماتور و اینورتر.
ترانسفورماتورهای جوشکاری آنها با استفاده از ترانسفورماتور ، ولتاژ منبع تغذیه خانگی 220 ولت را به 40-70 ولت ولتاژ کاری جوش کاهش می دهند. ترانسفورماتورها می توانند با ولتاژ متناوب (AC) و ثابت (DC) کار کنند. جریان می تواند در مدت زمان 40-200A به آرامی یا گام به مرحله تنظیم شود.
یکی از اصلی ترین نیازهای ترانسفورماتور جوشکاری ، ثابت بودن ولتاژ در شبکه است. اگر شبکه منبع تغذیه شما ناپایدار باشد ، به دلیل دستگاه جوشکاری آن حتی بیشتر جوش می خورد. در این رابطه ، همسایگان شما ممکن است ناراحتی را تجربه کنند.
ترانسفورماتورهای جوشکاری قطعات الکترونیکی پیچیده ای ندارند ، بنابراین بسیار مطمئن و بادوام هستند. تمام ترانسفورماتورهای جوشکاری ارزان تر از همتایان جوشکاری خود هستند. فن آوری تولید برای ده ها سال اثبات شده است و بندرت شکست می خورد.
اینورتر آخرین کلمه فناوری در MMA. این دستگاه جوشکاری جمع و جور و سبک است. این سیستم تثبیت کننده برای سوزاندن قوس ها را تنظیم می کند ، ولتاژ خروجی را تنظیم می کند ، دارای سیستم محافظت و سیستم جرقه زنی قوسی شتاب است.
از آنجا که اینورترهای جوشکاری دارای فناوری بالا هستند و چربی های الکترونیکی جدی دارند ، بنابراین قابلیت اطمینان چنین دستگاه هایی کمتر است. استفاده از قطعات یدکی چینی در مارک های سازنده نیز امکان پذیر است.
در هنگام انتخاب اینورتر باید به نکات زیر توجه شود:
حداکثر جریان جوشکاری. بسته به حداکثر جریان ، می توانیم از الکترودهایی با قطر بزرگتر 4-5 میلی متر استفاده کنیم و درزهای ضخیم و عمیق را بپزیم. برای شرایط داخلی ، حداکثر جریان 150 A هنگام کار با الکترود 4 میلی متر کافی است.
چرخه وظیفه مقدار مشروط زمان کار و خرابی اینورتر جوشکاری به طوری که خنک شود. در٪ بیان می شود. برای همه مدل ها ، چرخه 5 یا 10 دقیقه است. زمان کار در چرخه به جریان کار نیز بستگی دارد: هرچه جریان کمتر باشد ، مدت زمان بیشتری در یک چرخه کاری قابل پخت می باشد.
ضمانتبله ، این یک تضمین است ، زیرا اینورتر یک تجهیزات الکترونیکی پیچیده است. بنابراین هرچه ضمانت بیشتر باشد ، احتمال عدم پذیرش وی در دوره پس از ضمانت بیشتر می شود. از این گذشته ، اگر تولیدکننده از اجزای با کیفیت بالا برای تولید اینورتر استفاده کند ، خطوط گارانتی می تواند به 3 سال برسد.
مبانی جوشکاری قوس
میله فلزی الکترود با فلز پایه در دمای حدود 5000K تعامل دارد. فلز مذاب جوش را تشکیل می دهد. عمق نفوذ فلز محصول به آن عمق نفوذ گفته می شود. عرضی که فلز پایه روی آن ذوب شده است ، عرض استخر جوش نامیده می شود. عمق و عرض استخر جوش بستگی به مقاومت جریان جوش ، حالت جوش ، قطر الکترود دارد.
ما هنگام کار با جوش قوس الکتریکی ، معیارهای اصلی را مشخص می کنیم:
جریان جوش با توجه به قطر و پوشش الکترود تنظیم کنید.
توجه داشته باشید که با افزایش جریان قطر الکترود ، چگالی الکترود کاهش می یابد. در نتیجه ، عمق نفوذ کاهش می یابد ، افزایش عرض درز ، ظاهر یک قوس سرگردان.
ولتاژ قوس بستگی به طول آن دارد ، نباید بیشتر از قطر الکترود باشد.
سرعت جوش به گونه ای تنظیم کنید که فلز از الکترود جوش زمانی برای پر کردن حمام جوش داشته باشد و یک توبرکل را بدون زیرپوش و خنجر تشکیل دهد.
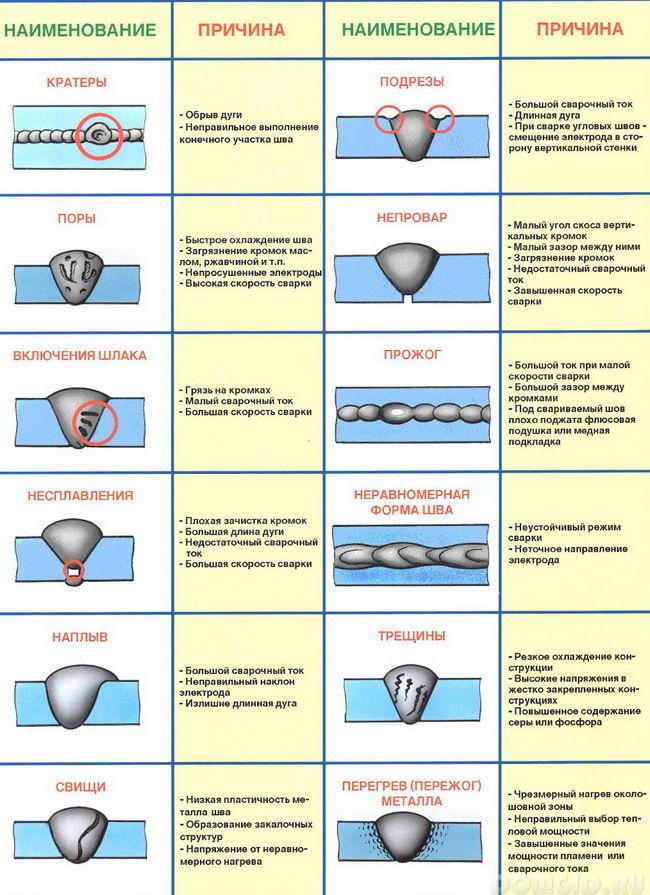
مشکلات جوش معمولی:
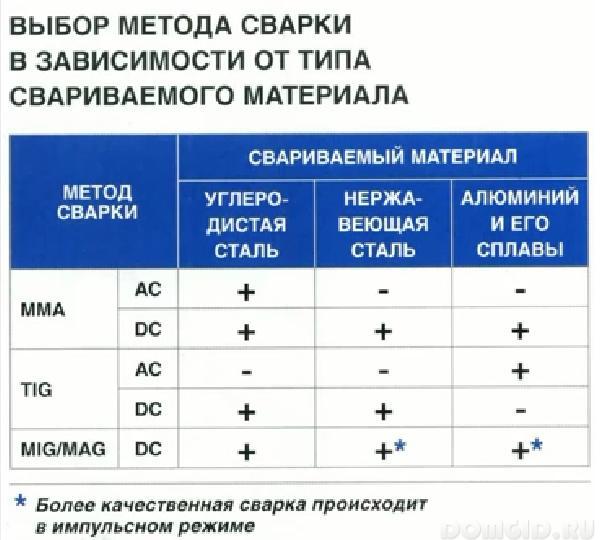
جوشکاری با جریان متناوب اغلب در خانوارها استفاده می شود ، که با الکترودهای روتایل روکش شده انجام می شود. فولادهای کم آلیاژ و کربن کم جوش داده شده اند.
جوشکاری DC برای جوشکاری فولادهای کربن متوسط \u200b\u200bو چدن استفاده می شود. قطبی معکوس برای افزایش سرعت جوشکاری استفاده می شود.
قوس جوش توسط یک سری از لمس های کوتاه و تیز الکترود به فلز یا با ضربه زدن به الکترود روی سطح محصول در جهت جوش آینده مشتعل می شود. اگر الکترود به محصول بچسبد ، باید با چرخاندن تند به راست و چپ با نگه داشتن نگهدارنده به سمت بالا ، آن را از هم جدا کنید. بعد از اشتعال قوس ، الکترود می تواند در سه موقعیت باشد:
- زاویه عقب؛
- زاویه جلو
- در زاویه های راست
در انتهای جوش ، برای جلوگیری از ایجاد دهانه ، باید قوس را بعد از جوش دهان در چند حرکت دایره ای قطع کرد.
تکنیک جوش
ده ها حالت جوش و روش برای دستکاری الکترود هنگام انجام جوش وجود دارد. در حین جوشکاری ، الکترود همیشه به سه جهت حرکت می کند:
حرکت پیشرونده رو به پایین از قوس الکتریکی در حین ذوب الکترود پشتیبانی می کند و عمق استخر جوش را تنظیم می کند. سرعت حرکت به میزان سوختن الکترود بستگی دارد.
حرکت الکترود در امتداد جهت جوش ، استخر جوش را تشکیل می دهد. سرعت حرکت به عرض درز و حالت جوش بستگی دارد.
حرکات عرضی الکترود را به طرفین حرکت می دهد تا عرض استخر جوش را تشکیل دهد. حرکات ارتعاشی ، عرض جوش را تعیین می کند ، اما نباید از 3 قطر الکترود تجاوز کند.
این فلز را باید در حالت مذاب نگه دارید تا یک جوش جوش ایجاد شود. لازم است از خنک شدن زودرس فلز در استخر جوش جلوگیری شود. لازم است تا عرض استخر جوش ، عمق نفوذ کنترل شود.
بسته به جایی که جوش ساخته شده است ، چندین موقعیت مکانی جوش مشخص می شود.
پایین
عمودی
سقف
اقدامات احتیاطی ایمنی هنگام کار با جوش برقی
کار جوشکاری کارهایی است که دارای سطح بالایی از خطر هستند. بنابراین ، هر جوشکار باید مطابق با قوانین حمایت از کار و ایمنی در برابر آتش باشد. کلیه کارها باید در لباسهای محافظ ، دستکش یا دستکش انجام شود ، استفاده از ماسک جوشکاری با فیلترهای مختلف نور الزامی است. از منطقه جوش محافظت کنید. قوانین ایمنی توسط SNiP 12-03-2001 تنظیم می شود.
