



Як правильно варити електродугової зварюванням, що необхідно для безпеки

Ручне електродугове зварювання використовується людством понад сто років. Вона залишається найбільш універсальною технологією для з'єднання металу.
Зміст
- методи зварювання
- Як вибрати зварювальний апарат
- Основи дугового зварювання
- Техніка виконання зварних швів відео
- Техніка безпеки при роботі з електрозварюванням
методи зварювання
електричне зварювання це універсальний спосіб скріплення металевих деталей. Електрозварювання проста у використанні, а зварений шов довговічний. Зварні роботи менш затратним, ніж інші способи з'єднань, будь то заклепки, різьбові або болтові з'єднання.
Розглянемо три основних типи електричній зварювання:
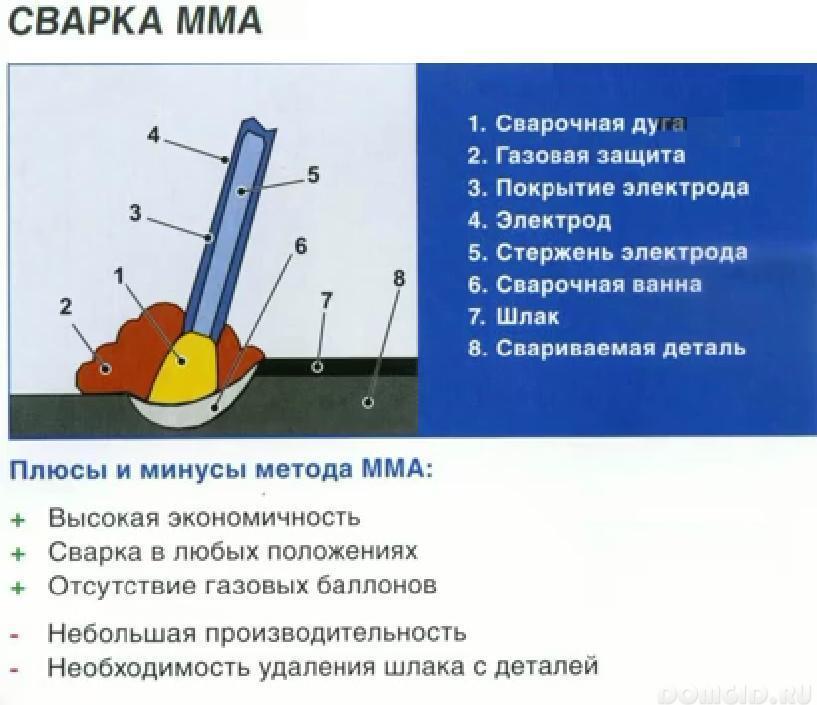
- MMA ручна дугова зварка, виконується штучним електродом;
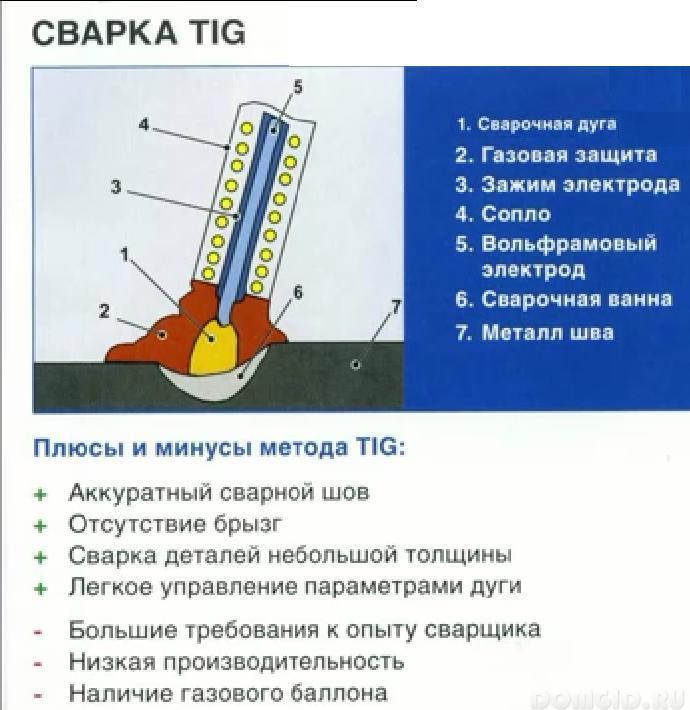
- TIG зварювання проводиться не плавиться вольфрамовим електродом;
- MIG-MAG напівавтоматичне зварювання електродним або порошковим дротом.

Кожен із способів зварювання має свої плюси і мінуси. У більшості випадків для приватного використання в домашніх умовах, тут немає особливих вимог до зварних конструкцій і для спрощення зварних робіт, використовують технологію ММА. Електроди можна купити в найближчому господарському магазині і вони завжди доступні.
Як вибрати зварювальний апарат
Для технології зварювання ММА застосовують два основних типи зварювальних апаратів: трансформаторні і інвертори.
зварювальні трансформатори за допомогою трансформатора знижують напругу побутової електромережі 220В до 40-70В робочої напруги зварювання. Трансформатори можуть працювати на змінному (АС) і на постійному (DC) напрузі. Струм може бути регульованим плавно або східчасто в межах 40-200А.
Одним з головних вимог зварювального трансформатора є сталість напруги в мережі. Якщо ваша електромережу працює нестабільно, то за рахунок зварювального апарату вона буде просідати ще більше. У зв'язку з цим можуть виникнути незручності у ваших сусідів.
Зварювальні трансформатори не мають складних електронних компонентів, тому вони дуже надійні і довговічні. Всі зварювальні трансформатори дешевше своїх побратимів по зварювальному справі. Технологія виготовлення відпрацьована десятиліттями і дуже рідко дає збій.
інвертор останнє слово техніки в ММА. Ето компактний і легкий зварювальний апарат. Забезпечує систему стабілізації горіння дуги, регулює вихідну напругу, володіє системою захисту і системою прискореного підпалу дуги.
Оскільки зварювальні інвертори високотехнологічні і мають серйозну електронну начинку, завдяки чому надійність таких апаратів менше. Також не виключено використання китайських запчастин в самих брендових виробників.
При виборі інвертора слід врахувати такі моменти:
Максимальний зварювальний струм. Залежно від максимального струму ми можемо використовувати електроди більшого діаметра 4-5мм, і варити товсті і глибокі шви. Для побутових умов досить максимального струму в 150 А при роботі електродом 4 мм.
Робочий цикл умовне кількість часу роботи і простою зварювального інвертора для того, щоб він охолов. Виражається в%. Для всіх моделей цикл становить 5 або 10 хв. Час роботи в циклі буде також залежати від робочого струму: чим струм нижче, тим більше часу можна варити в одному робочому циклі.
Гарантія, Так-так, саме гарантія, оскільки інвертор складне електронне устаткування. З цього, чим більше гарантія, тим більша ймовірність того, що він не відмовить і в післягарантійний термін. Адже, якщо виробник використовував якісні комплектуючі для виробництва інвертора, то і рядків гарантії може досягати 3-х років.
Основи дугового зварювання
Металевий стрижень електрода взаємодіють з основним металом при температурі близько 5000К. Розплавлений метал утворює зварний шов. Глибина, на яку розплавився метал вироби, називають глибиною проплавлення. Ширина, на яку розплавився основний метал називають шириною зварювальної ванни. Глибина і ширина зварювальної ванни залежить від сили зварювального струму, режиму зварювання, діаметра електрода.
Виділимо основні критерії при роботі дугового зварювання:
зварювальний струм встановлюється відповідно діаметру і покриттю електрода.
Зверніть увагу, що при збільшенні діаметра електрода при тому ж зварювальному струмі щільність останнього зменшується. Як наслідок зменшується глибина провару, відбувається збільшення ширини шва, поява блукає дуги.
напруга дуги залежить від її довжини, вона повинна становити не більше діаметра електрода.
швидкість зварювання встановлюється таким чином, щоб метал з зварювального дроту встиг заповнити ванну зварного шва, утворюючи горбик без підрізів і напливів.
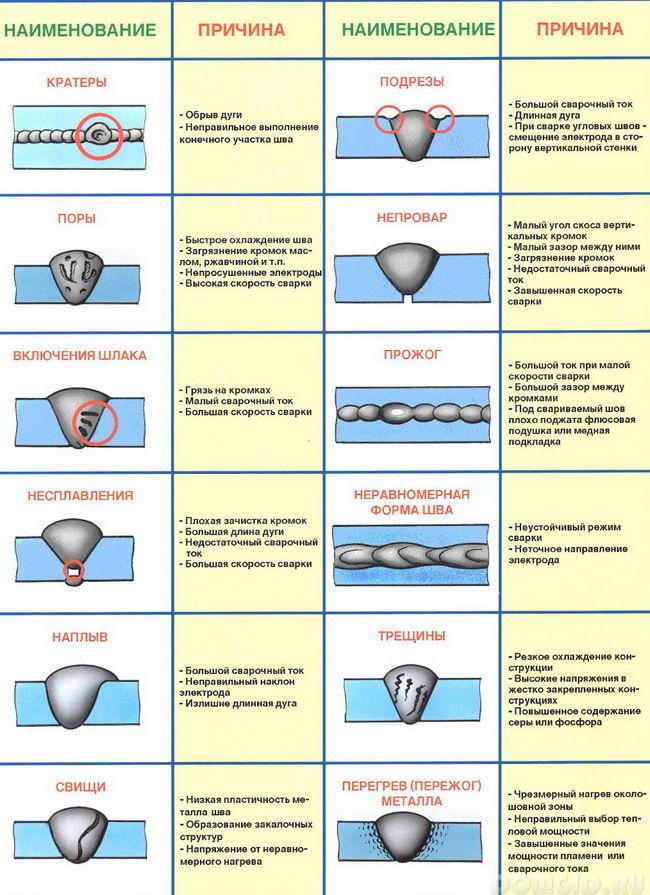
Типові проблеми зварного шва:
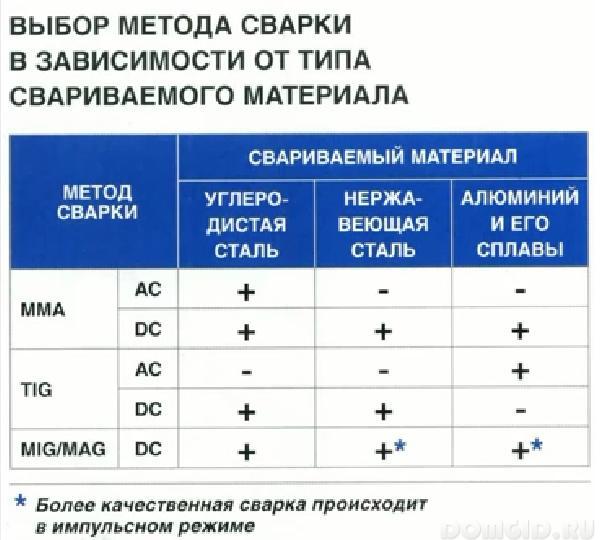
Зварювання змінним струмом дуже часто застосовують в побутовому господарстві, виконується електродами з рутиловим покриттям. Добре зварюються конструкційні та низьковуглецевих сталі.
Зварювання постійним струмом застосовують для зварювання середньовуглецевих сталей і чавуну. Зворотну полярність застосовують для підвищення швидкості зварювання.
Запалювання зварювальної дуги виробляють серією коротких і різких дотиків електродом до металу, або чірканьем електродом об поверхню виробу в напрямку майбутнього зварного шва. Якщо електрод прилип до виробу, його необхідно відірвати різким погойдування вправо-вліво з відведенням держака вгору. Після запалювання дуги електрод може знаходиться в трьох положеннях:
- кутом назад;
- кутом вперед;
- під прямим кутом.
При завершенні зварного шва, для попередження утворення кратера, дугу необхідно обривати після заварки кратера декількома круговими рухами.
Техніка виконання зварних швів
Існує кілька десятків режимів зварювання і методів маніпулювання електродом при виконанні зварних швів. У процесі зварювання електрод завжди переміщається в трьох напрямках:
Поступальний рух вниз підтримує електричну дугу в процесі плавки електрода, регулює глибину зварювальної ванни. Швидкість руху залежить від швидкості горіння електрода.
Переміщення електрода вздовж напрямку зварного шва, утворює зварювальну ванну. Швидкість руху залежить від ширини шва і режиму зварювання.
Поперечні руху переміщення електрода в сторони для освіти ширини зварювальної ванни. Коливальні рухи визначають ширину зварного шва, але не повинні перевищувати 3-х діаметрів електрода.
Метал потрібно тримати в розплавленому стані до освіти валика зварного шва. Потрібно не допускати передчасного охолодження металу в зварювальній ванні. Необхідно контролювати ширину зварювальної ванни, глибину проплавлення.
Залежно від того, де виконується зварної шов, розрізняють кілька просторових положень виконання зварного шва.
Нижня
вертикальні
стельові
Техніка безпеки при роботі з електрозварюванням
Зварювальні роботи це роботи з підвищеним рівнем небезпеки. Тому кожному зварнику необхідно дотримуватися правил охорони праці і пожежної безпеки. Все роботу повинні проводиться в захисних костюмах, рукавицях, обов'язково використовувати зварювальну маску з різними світлофільтрами. Захищати зону зварювання. Правила безпеки регламентуються СНиП 12-03-2001.
