 |
 |
 |
 |
Технология сварки полипропиленовых труб, советы специалиста

Полипропиленовые трубы отличаются от традиционных металлических труб доступной стоимостью и простотой установки. Произвести монтаж таких коммуникаций можно самостоятельно, главное – освоить технологию сварки полипропиленовых труб, разобраться в специфике работы с материалом, четко следовать инструкциям и рекомендациям специалистов этого профиля.
- Общие сведения по сварке полипропиленовых труб
- Технология полифузной сварки труб из полипропилена
- Холодная сварка полипропиленовых труб
- Сварка полипропиленовых труб электрофитингом
Общие сведения по сварке полипропиленовых труб
Сегодня происходит повсеместная замена старых металлических труб на современные полипропиленовые, которые выполнены из особого вида пластика – рондом-сополимера.

Полипропиленовые трубы используют для обустройства различных коммуникаций (холодный трубопровод, транспортировка горячей воды, системы отопления). Между собой трубы отличаются толщиною стенки (PN10, PN16, PN 20) и наличием стабилизированной алюминиевой фольги (PN20Al).

Порядок установки трубопровода позволяет соединять трубы между собой без дополнительных комплектующих (переходников, тройников, фитингов или уголков), а при помощи различных способов сварки. Разработанная технология сварки полипропиленовых труб охватывает спайку трубопроводов различного диаметра и любых видов соединений: вварных секций, поворотов, обводов, крепежных и запорных арматур.
При работе с полипропиленовыми коммуникациями важно помнить, что демонтаж системы – невозможен.
Сваренное или спаянное соединение разъединить не получится. Поэтому при сварке пластиковых труб действовать надо внимательно, без спешки, следуя разработанному эскизу будущей системы отопления или водоснабжения
Одно из условий получения крепкого и качественного сварочного шва – соединяемые участки труб должны быть изготовлены из полимеров одного и того же химического состава. Поэтому, лучше выбирать трубы одной марки, а цвет значения не имеет.
Сварка полипропиленовых труб может осуществляться встык и в раструб. Спайка труб первым способом проводится без применения фитингов.

Второй способ – более надежный, но чаще применяется для соединения труб небольшого сечения или при необходимости изменения направления трубопровода. При этом используют соединительные элементы, изготовленные из того же полимера, что и трубы. При спаивании происходит оплавление соединяемых деталей – внешней части трубы и внутренней поверхности фитинга.
Технология полифузной сварки труб из полипропилена
необходимые инструменты и оборудование
Для того чтоб грамотно соединить полипропиленовые трубы нужно подготовить подробную схему будущего трубопровода, разметить все повороты, расположение запорной арматуры и подготовить необходимые инструменты.
Для полифузной сварки понадобится:
- аппарат для сварки полипропиленовых труб;
- насадки для сварочного аппарата;
- контактный термометр;
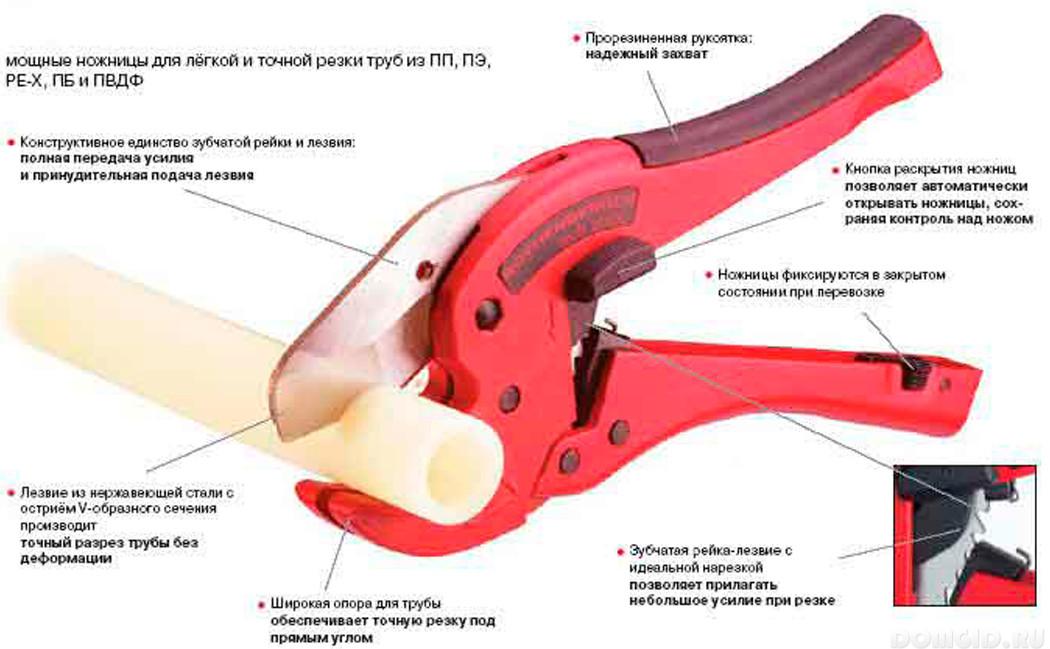
- труборез или кусачки;
- шейвер;
- фаскосниматель;
- метр;
- маркер;
- несинтетическое полотно;
- спирт.
Сварочный аппарат, или как его называют в народе, паяльник для сварки полипропиленовых труб состоит из нагревательной плиты, терморегулятора и держателя. Плита нагрева имеет два отверстия для крепления спаивающих элементов.
В комплект с паяльником обычно входят насадки для сварки полипропиленовых труб диаметром 20, 25, 30 и 40 мм. Их достаточно для соединения любых трубопроводов бытового назначения. Железные насадки имеют тефлоновое покрытие – это препятствует прилипанию оплавленного пластика к поверхности насадки.

Иногда в набор сварочного аппарата входит и труборез, который обеспечивает практически идеальный срез точно и быстро.

Рекомендации и порядок работы со сварочным аппаратом, изложенные в инструкции к оборудованию, необходимо строго соблюдать, чтоб избежать порчи труб и возникновение аварийной ситуации на трубопроводе
Некоторые специалисты предпочитают пользоваться кусачками, которые справятся с резкой различных видов полипропиленовых труб, в том числе и с армированными стекловолокном или алюминием.
Для сварки армированных полипропиленовых труб понадобится шейвер, с помощью которого зачищают края труб перед спайкой.

Фаскосниматель необходим тогда, когда труба тяжело устанавливается в муфту. Устройство снимает фаску с кромки под углом 60 градусов, ширина среза – до 40 мм.

подготовительный этап сварки
Сварка пропиленовых труб своими руками начинается с подготовки инструмента к работе:
- к сварочной машине прикрепить насадки нужного размера;
- выставить температурный режим паяльника и включить его в электрическую сеть (время нагрева во многом будет зависеть от температуры воздуха);
- перед работой тефлоновую поверхность насадок надо протереть несинтетической тканью;
- температуру нагрева сварочного аппарата можно контролировать с помощью контактного термометра;
- функциональность резака или трубореза надо проверить на опытном образце трубы – разрез должен быть без впадин, в противном случае надо заточить инструмент.
Трубы соединения надо подготовить к сварке следующим образом:
- просмотреть стенки деталей, фитинги должны быть в рабочем состоянии;
- сваривающие штуцеры и трубы надо очистить и обезжирить (протереть спиртом);
- фитинги должны плотно «сидеть» на оправе;
- отмерить и отрезать трубу нужного размера;

- торец трубы, подготовленной к сварке, лучше скосить под углом 30-45 градусов (особенно актуально для труб диаметром более 40 мм) – при вводе трубы в фитинг материал не задерется;
- по всей длине соединения надо снять окисленный слой;
- в армированных трубах на концах соединения надо снять слой алюминия с помощью шейвера;

- на трубах, армированных стекловолокном такая зачистка не нужна;
- трубу предварительно вставить в фитинг и наметить маркером глубину входа; труба должна быть посажена в муфту фитинга не до упора (оставляют зазор 1 мм), чтоб сечение трубы при пайке не сузилось.
последовательность сварки полипропиленовых труб
- Приступаем к сварке полипропиленовых труб. Инструкцией предусматривается выполнение таких действий:
- Непосредственно перед соединением труб провести их повторное обезжиривание.
- На насадку разогретого паяльника сначала надеть деталь фитинга, а затем – трубу.

- Во время нагрева поворачивать детали нельзя, чтоб они не деформировались.
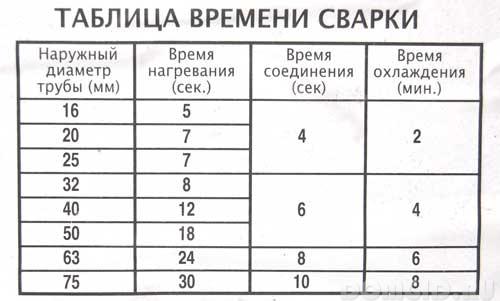
- Выждать необходимое время сварки полипропиленовых труб. Интервал зависит от мощности прибора и размера трубы.
- Оплавленные детали снять с насадок и соединить между собой равномерным плавным нажатием без осевого поворота.

- Свежий шов удерживаем до частичного охлаждения на протяжении 30 секунд.
алгоритм сварки вварных секций
Если трубопровод уже установлен и возникла необходимость его разветвления, то необязательно деформировать систему и разбирать участок труб, достаточно – грамотно вварить седло.
Порядок установки вварной секции следующий:
- Разметить место будущего ответвления и просверлить в нем отверстие (надо использовать специальное сверло для пластиковых труб).
- Очистить, при необходимости, выскоблить алюминий и обезжирить отверстие.
- На сварочный аппарат установить насадку нужного размера и разогреть инструмент до 260 градусов.
- Держа аппарат за рукоятку, установить разогретую насадку в отверстие.
- Штуцер нагрева варочного седла надо вставить в нагревательную гильзу (до упора) и выдержать время нагрева (около 30 секунд).

- Сварочный аппарат вынуть из трубы и очень быстро соединить варочное седло с оплавленным отверстием.
- Седло надо прижать плотно, сопоставив оси, не вращать и не расшатывать. Для спайки должно пройти около 15 секунд, для полного остывания – 10 минут.
После установки седла в него можно дальше монтировать полипропиленовые трубы и дополнительные соединительные элементы.
возможные погрешности при сварке труб
Ошибки, допущенные во время спайки полипропиленового трубопровода, приводят к возникновению различных проблем: просачивание и протекание воды на участке соединения, разрыв труб, плохой напор воды и к другим неполадкам.
К типичным погрешностям сварки труб из полипропилена относятся:
- слишком большая величина зазора (более 1 мм) между краем фитинга и трубой (участок соединения получается тонкий и впоследствии именно здесь может произойти порыв трубопровода);
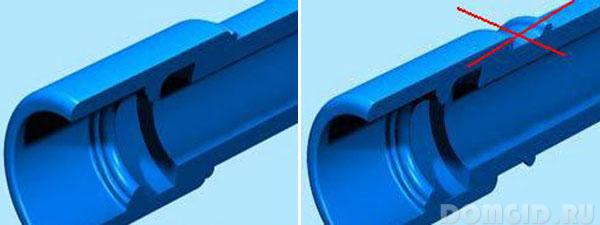
- излишнее сжатие двух спаиваемых деталей (образуется нарост внутри трубопровода, который снижает напор воды);
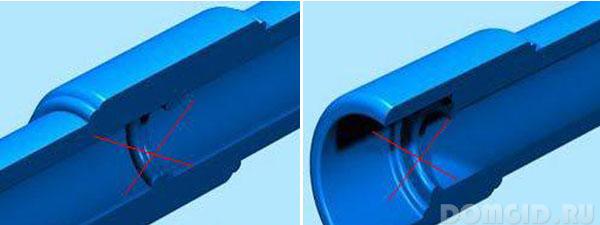
- при перегреве соединяемых деталей ухудшается герметичность стыка, а при недогреве – спаять трубы не получится;
- несовпадение осей присоединяющихся элементов приведет к деформации трубопровода и потере герметичности на участках стыка.
Холодная сварка полипропиленовых труб
Способ холодной сварки заключается в склеивании участков труб специальным клеем, который прочно соединяет разные синтетические материалы на основе пластика, в том числе – полипропилен.
Холодную сварку полипропиленовых труб можно использовать только при монтаже «холодного» трубопровода, так как при соприкосновении с горячей водой клей теряет свои функции, а стык соединения - свою прочность
Порядок работы сварки полипропиленовых труб «холодным» способом:
- Разметить на трубах места соединения трубопровода, где будет осуществляться сварка.
- Разрезать трубы на участки нужного размера.
- На оба среза нанести клей «Холодная сварка» и плотно прижать края друг к другу, удерживая 15 секунд.

- Зафиксировать систему трубопровода, чтоб трубы были неподвижными.
- Через час после склеивания можно пускать воду.
При работе с «Холодной сваркой» важно придерживаться техники безопасности с агрессивными веществами.
Сварка полипропиленовых труб электрофитингом
Электросварные фитинги (электрофитинги) – это фитинги, оснащенные закладными проволочными нагревательными элементами, которые при высоких температурах плавятся и образуют прочное и надежное соединения с пластиковыми трубами.
Электрофитинги образуют стыки, гарантирующие герметичность трубопровода, защиту от протечек и порывов.
Для проведения сварки с помощью электрофитинга потребуются те же инструменты, что и для полифузной сварки.

Технология спайки полипропиленовых труб электросварным фитингом:
- С помощью ножниц разрезать трубы.
- Обезжирить верхнюю часть трубы и внутреннюю поверхность электрофитинга.
- Отметить на трубе глубину ввода электрофитинга.
- Очистить армированную трубу от алюминия на длину соединения с фитингом.
- Трубу вставить в фитинг и надежно ее зафиксировать, так как при нагревании полипропилен увеличится и под давлением может выскочить из фитинга.
- Электросварочный аппарат подсоединить к сети и дождаться его нагрева.
- Контактными проводками соединить сварочный аппарат с фитингом.
- Нажать на кнопку «СТАРТ». Отключение произойдет автоматически.
- После сварки, охлаждение стыка должно происходить естественным путем и без каких-либо механических нагрузок (давления, вращения, сжатия).
Как видим, при сварке полипропиленовых труб следует учесть ряд важных моментов, чтобы не допустить ошибок и получить прочный и надежный трубопровод, который бесперебойно прослужит не одно десятилетие.
