 |
 |
 |
 |
Práškové lakovanie, čo sa používa v prípade, že sa používa práškové lakovanie, technológia práškového lakovania

Najnovšie technológie práškového lakovania významne nahradili tekutý spôsob lakovania kovových povlakov. Výrobky, ktoré prešli takýmto lakovaním, majú ďalšie ochranné a dekoratívne vlastnosti.
Charakteristiky práškovej povrchovej úpravy umožňujú jej aplikáciu v rôznych odvetviach a sférach národného hospodárstva a moderné vybavenie umožnilo použitie práškových farieb v každodennom živote.
obsah
- Čo je to práškový povlak
- Výhody a nevýhody práškovej povrchovej úpravy
- Technologický postup práškového lakovania a jeho zložiek
- DIY práškové lakovanie
- Rozsah práškovej povrchovej úpravy
Čo je to práškový povlak
Metóda striekania práškovej farby na povrch produktu bola vyvinutá v 50-tych rokoch dvadsiateho storočia. V Rusku sa začal aktívne uplatňovať od 80. rokov.

Podstata maľby je nasledovná: počas procesu striekania sú najmenšie častice suchého náteru elektricky nabité (elektrifikácia trením alebo z vonkajšieho zdroja). Produkt, ktorý má byť natieraný, má opačný náboj a častice farby sa usadzujú na jeho povrchu.
Po ďalšom zahriatí produktu v špeciálnej polymerizačnej komore sa vytvorí monolitický vysoko kvalitný povlak. Prášok sa topí, navlhčuje povrch produktu a vytvára silný film.
Výhody a nevýhody práškovej povrchovej úpravy
Porovnávacie charakteristiky práškovej a tekutej maľby
Pokiaľ ide o dve metódy farbenia, v prvom rade by som chcel upozorniť na šetrnosť k životnému prostrediu a efektívnosť práškového lakovania. V skutočnosti, keď sa maľujú toxické, horľavé rozpúšťadlá sa nepoužívajú a suchá farba sa spotrebúva veľmi hospodárne (častice, ktoré sa na produkte usadili, sa môžu použiť nabudúce).
Hlavné výhody práškovej metódy oproti tekutému lakovaniu:
- Fyzikálno-chemické vlastnosti povlaku (odolnosť proti korózii a extrémnym teplotám, odolnosť proti nárazu) hotových výrobkov s práškovým nástrekom sú lepšie ako rovnaké ukazovatele kvapalinového lakovania.
- Prášková vrstva sa rovnomerne nanáša na akýkoľvek reliéfny povrch.

- Lakovanie sa vykonáva bez predchádzajúceho napúšťania produktu.
- Stačí aplikovať jednu vrstvu sušiny, zatiaľ čo na dosiahnutie požadovaného výsledku kvapalinovou metódou je niekedy potrebné viacvrstvové natieranie.
- Prelakovanie produktov z jednej farby na druhú je jednoduchšie a rýchlejšie.
- Straty tekutých materiálov (farieb) dosahujú 40%, suché až 4%.

- Cyklus maľovania práškovou farbou je oveľa kratší (asi 1,5 - 2 hodiny) ako pri tekutej farbe (vyschnutie nanesenej vrstvy materiálu farby trvá nejaký čas).
- Práškové farby na rozdiel od kvapalných horľavých materiálov nevyžadujú špeciálne skladovacie podmienky.
- Výrobky natierané suchými farbami sa môžu prepravovať aj bez špeciálneho balenia, pretože na povrchu sa vytvára silný ochranný polymérny film.
- Technológia práškového lakovania je vysoko automatizovaná a nevyžaduje dlhodobé školenie personálu.
- Zafarbenie nastáva bez vyžarovania chemického zápachu, ktorý zlepšuje hygienické a hygienické pracovné podmienky.
- Suché lakovanie, ktoré má nesporné výhody, prakticky nahradilo tekutý lak z kovospracujúceho priemyslu.
Možné nevýhody práškového lakovania
Niektoré nevýhody práškového poťahovania možno pozorovať:

- vytvorenie určitého teplotného režimu pre tavenie prášku (150 - 220 stupňov) neumožňuje farbenie výrobkov z dreva a plastov;
- dostatočne veľké investície (jednorazové);
- obmedzené použitie zariadenia (v malej postrekovacej kabíne nebude možné maľovať veľké časti a veľká pec sa nebude používať na spracovanie malých predmetov);
- je ťažké prispôsobiť aplikáciu farby tenkou vrstvou;
- pri maľovaní pri nízkych teplotách sa môžu vyskytnúť ťažkosti.
Technologický postup práškového lakovania a jeho zložiek
Kroky procesu
Proces farbenia výrobkov práškovou metódou možno rozdeliť do troch hlavných stupňov:
- Príprava povrchu.
- Aplikácia polymérnych farbív.
- Upevnenie farby roztavením a následným ochladením.
Zvážte každý z krokov podrobnejšie.
Prvá etapa spočíva v čistení povrchu od nečistôt, oxidov a jeho odmasťovaní (odstránenie maziva). Ak oblasť výrobku nie je veľká, čistenie sa vykoná ručne navlhčenou textíliou v špeciálnom čistiacom prostriedku alebo liehu. Na spracovanie veľkého množstva výrobkov existujú komory, v ktorých sa povrch čistí jemným oceľovým brokom alebo pieskom.
Výrobky, ktoré budú prevádzkované vonku a vystavené životnému prostrediu, podliehajú fosfotácii (oceľové a liatinové povrchy) alebo podliehajú chromácii (hliníkové povrchy). Tieto postupy prispievajú k lepšiemu spevneniu práškového povlaku na povrchu a zvyšujú ochranné vlastnosti kovu.
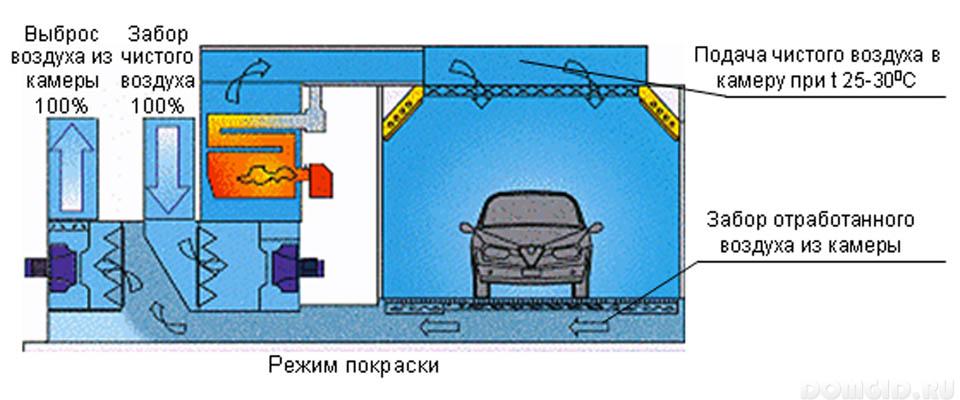
na druhá fáza farba sa nastrieka na povrch produktu v špeciálnej komore alebo pomocou ručnej striekacej pištole.

Pri maľovaní v striekacej kabíne sa farebný prášok naleje do násypky a pomocou kompresora začne prívod stlačeného vzduchu elektrifikovať častice farby. Čerpadlo dodáva do striekacieho zariadenia práškovú farbu vzduchu.
Pri použití ručnej pištole dostáva farebný prášok elektrostatický náboj a dostáva sa vo forme aerosólu na kovový povrch.
Natieraný produkt musí byť uzemnený, čo umožňuje, aby nabité častice farby pevne držali povrch.
Nenasadená farba je zachytená filtračným systémom inštalovaným v striekacích kabínach a môže byť znovu použitá.
Tretia fáza tavenie a tvorba povrchu (polymerizácia). Na roztavenie častíc farby a ich upevnenie na povrch je výrobok vystavený vysokým teplotám (do 250 stupňov) v tepelnej peci. Teplotný režim a doba polymerizácie závisia od typu práškovej farby.

Potrebné vybavenie a požiadavky na izbu
Na vykonanie všetkých fáz technologického procesu je potrebné špeciálne vybavenie na práškové lakovanie.
Striekacia kabína obmedzuje šírenie nedokončených častíc farby a zabraňuje vniknutiu prachu do výrobnej haly. Kamery sú často vybavené filtračným systémom (ručné ovládanie), ktorý čistí vzduch a zachytáva až 98% nevyčerpanej farby. Kamery môžu ďalej obsahovať vyhadzovač spätného podávania, ovládač a odsávací ventilátor.

Airbrush (sprej) môže spočiatku vstúpiť do striekacej kabíny alebo sa dá kúpiť samostatne. S jeho pomocou sa častice farby nabijú a nastriekajú na povrch vo forme aerosólu.
Postrekovače zahŕňajú aj ručné zbrane, ktoré sa používajú ako vo výrobe, tak aj v každodennom živote.

Ak v rozprašovacej komore nie je stlačený vzduch, je potrebný kompresor na prívod vzduchu pod tlakom.
Sušiaca komora je pec, v ktorej prebieha tavenie, polymerizácia farby. Pece na priemyselné použitie sú plynové a elektrické. Väčšina pecí je vybavená ovládacím panelom, ktorý umožňuje nastaviť rôzne teplotné podmienky a časy automatického vypnutia.

Na uľahčenie procesu lakovania môžete navyše použiť prepravné systémy na prepravu výrobkov, priemyselný vysávač (na čistenie filtrov a pri prepínaní z jednej farby na druhú).
Veľké výrobné podniky používajú automatizované linky na práškové lakovanie hotových výrobkov.
Na území s rozlohou 100 - 150 metrov štvorcových môžete zariadiť malú lakovňu. metre. To bude stačiť pre umiestnenie rozprašovacej komory, polymerizačnej pece, dvoch skladov (pre výrobky na maľovanie a hotové výrobky) a miesto pre predbežnú povrchovú úpravu.
Striekacia kabína by mala byť najmenej 5 metrov od možných zdrojov vznietenia.
Druhy práškových farieb

V závislosti od toho, kde bude lakovaný produkt použitý, sa používajú rôzne typy farieb. Vo všeobecnosti možno suché farby rozdeliť do dvoch skupín.
- Termoplast (povlak je tvorený iba spájaním častíc farby, bez chemických premien). Takéto farby sa častejšie používajú na maľovanie vnútorných výrobkov. Vykonávajú dekoratívne, ochranné a oteruvzdorné funkcie.
- Termoset (film sa vytvára v dôsledku topenia a následnej chemickej reakcie). Práškové nanášanie kovov pomocou týchto farieb dáva povrchu materiálov mechanickú pevnosť a odolnosť voči rozpúšťadlám. Široko používaný v strojárstve.
DIY práškové lakovanie
Organizácia procesu
Náklady na farbenie kovových výrobkov sú dosť vysoké, takže organizácia práškového lakovania vlastnými rukami pomôže ušetriť finančné prostriedky a kvalita vykonávania zostane na slušnej úrovni.
Proces práškového lakovania doma je identický s uvažovanými krokmi v dielni, rozdiel môže byť iba v použitom zariadení.
Najprv musíte vybaviť komoru na práškové poťahovanie. Je dôležité určiť rozmery materiálov, ktoré sa majú natierať. Na jednorazové maľovanie malých predmetov je vhodná možnosť garáže a na maľovanie veľkých predmetov (karoséria) je potrebné vybaviť plne funkčnú kameru.
Postrekovacia komora musí mať uzavretý priestor s vetraním, vyhrievacím systémom vzduchu a vysoko kvalitnou sieťou napájania.
Miestnosti na striekanie farieb by nemali obsahovať prach, preto je potrebné dôkladne vyčistiť fotoaparát, umiestniť ho do garáže a naplniť ho pomocou výkonného vysávača s dýzou, napríklad cyklónom.
Pre rovnomerné striekanie je potrebné kúpiť kvalitnú pištoľ na práškovú farbu, ktorá zabezpečí správny tlak (asi 5 atmosfér).

Striekaciu pištoľ si môžete vyrobiť sami z domáceho sušiča vlasov.
Polymerizačnú pec je možné kúpiť hotový sortiment na trhu je veľmi veľký. Ak chcete ušetriť peniaze a čas na experimentovanie, pokračujte vo výrobe rúry.
Je dôležité zabezpečiť rovnomerné zahriatie produktu na teplotu najviac 300 stupňov.
Po príprave stránky a inštalácii zariadenia môžete začať maľovať.
Základné bezpečnostné opatrenia

Pri lakovaní výrobkov je potrebné dodržiavať základné pravidlá, ktoré zaručujú bezpečnú prevádzku:
- vetranie v striekacej kabíne by malo fungovať;
- je vhodné maľovať gumené (alebo bavlnené) rukavice a topánky s pogumovanými podrážkami;
- oči musia byť chránené okuliarmi;
- pri práci so striekacou pištoľou je dôležité skontrolovať uzemnenie v miestnosti;
- na ochranu dýchacích ciest použite respirátor.
Rozsah práškovej povrchovej úpravy
Práškové lakovanie poskytuje jednotný a spoľahlivý povlak bez ochabovania a umožňuje najširší výber farieb, lesku a textúry.

Pri výrobe domácich spotrebičov (kachle, práčky a práčky, ohrievače vody, chladničky, klimatizácie atď.) Malo suché lakovanie silné postavenie.
Nová technológia sa používa pri maľovaní karosérií a iných prvkov automobilov (nárazníky, kolesá pre kolesá, zrkadlá).

Výrobcovia bicyklov a ich príslušenstva takmer úplne prešli na práškové lakovanie svojich výrobkov.

V stavebníctve sa farebné práškové lakovanie používa na natieranie oceľových dverí, brán, okenných rámov a iných kovových konštrukcií.

Prášková metóda sa osvedčila pri maľovaní rôznych častí priemyselných, skladových a komerčných zariadení, ako aj v ropných vrtoch a potrubiach, kde sa lakovaný povrch prejavuje vysokými zmenami tlaku a teploty.
