



Tehnologie de sudare pentru țevi din polipropilenă, sfaturi de specialitate

Țevile din polipropilenă diferă de conductele metalice tradiționale în costuri accesibile și ușurință de instalare. Puteți instala singur astfel de comunicații, principalul lucru este să stăpâniți tehnologia de sudare a conductelor de polipropilenă, să înțelegeți specificul lucrului cu materialul, să urmați clar instrucțiunile și recomandările specialiștilor în acest domeniu.
- Informații generale privind conductele de sudare din polipropilenă
- Tehnologia sudării prin polifuzie a țevilor din polipropilenă
- Sudarea la rece a conductelor de polipropilenă
- Țevi de polipropilenă de sudare prin montaj electric
Informații generale privind conductele de sudare din polipropilenă
Astăzi, există o înlocuire pe scară largă a țevilor din metal vechi cu țevi moderne din polipropilenă, care sunt confecționate dintr-un tip special de plastic cu o rășină de copolimer.

Țevile din polipropilenă sunt utilizate pentru aranjarea diferitelor comunicații (conducta rece, transportul apei calde, sisteme de încălzire). Între ele, conductele diferă prin grosimea peretelui (PN10, PN16, PN 20) și prin prezența foliei de aluminiu stabilizate (PN20Al).

Procedura de instalare a conductei vă permite să conectați conductele împreună fără componente suplimentare (adaptoare, tee, fitinguri sau coate) și folosind diferite metode de sudare. Tehnologia dezvoltată pentru sudarea țevilor din polipropilenă acoperă lipirea conductelor de diferite diametre și orice tip de îmbinări: secțiuni sudate, viraje, contururi, elemente de fixare și valve.
Atunci când lucrați cu comunicații din polipropilenă, este important să rețineți că demontarea sistemului nu este posibilă.
O îmbinare sudată sau lipită nu poate fi deconectată. Prin urmare, atunci când sudați conductele de plastic, trebuie să acționați cu atenție, fără să vă grăbiți, urmând schița dezvoltată a viitorului sistem de încălzire sau alimentare cu apă
Una dintre condițiile pentru obținerea unei suduri puternice și de înaltă calitate este conectarea secțiunilor de țeavă pentru a fi realizate din polimeri cu aceeași compoziție chimică. Prin urmare, este mai bine să alegeți conducte de aceeași marcă, iar culoarea nu contează.
Sudarea țevilor de polipropilenă se poate face de la capăt la capăt și în priză. Îmbinarea țevilor în primul mod este realizată fără a folosi fitinguri.

A doua metodă este mai fiabilă, dar mai des folosită pentru a conecta conductele unei secțiuni mici sau, dacă este necesar, pentru a schimba direcția conductei. În acest caz, se utilizează elemente de conectare din același polimer ca și conductele. La lipire, piesele părții exterioare a conductei și suprafața interioară a armăturii sunt topite.
Tehnologia sudării prin polifuzie a țevilor din polipropilenă
instrumente și echipamente necesare
Pentru a conecta corect conductele de polipropilenă, trebuie să pregătiți o diagramă detaliată a viitoarei conducte, să marcați toate virajele, locația supapelor și să pregătiți instrumentele necesare.
Pentru sudarea cu polifuzi va trebui:
- aparate pentru sudarea conductelor de polipropilenă;
- duze pentru mașina de sudat;
- termometru de contact;
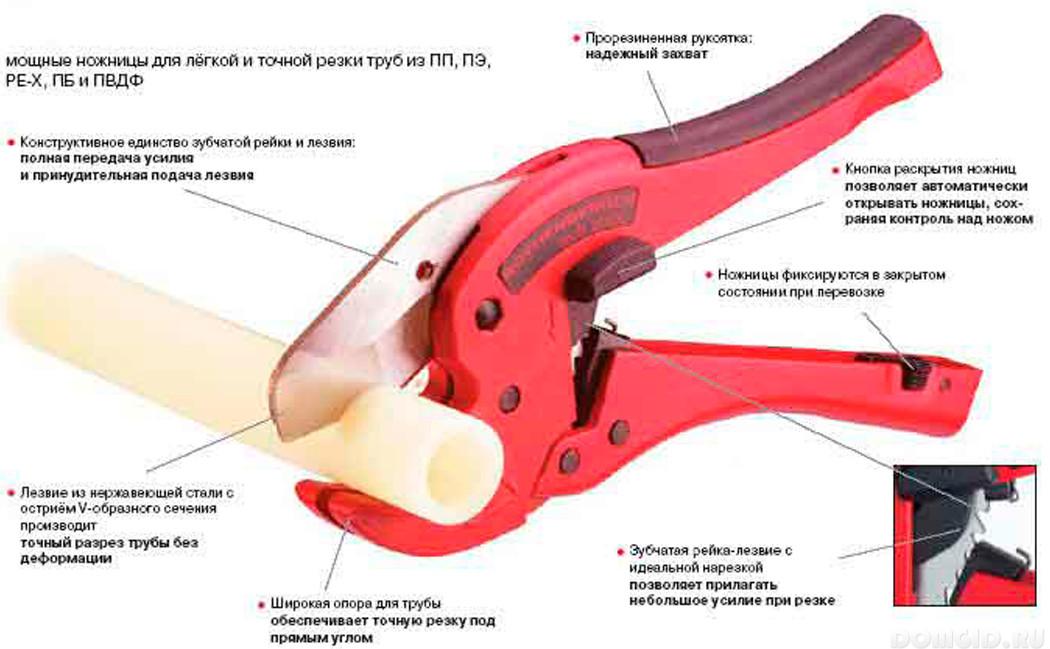
- tăietor de țeavă sau sferturi;
- aparat de ras;
- plate; skimmere
- metru;
- marcator;
- țesătură nesintetică;
- alcool.
Mașina de sudare, sau cum este numită în mod popular, un fier de lipit pentru sudarea conductelor de polipropilenă este format dintr-o placă de încălzire, un regulator de temperatură și un suport. Placa de încălzire are două găuri pentru fixarea elementelor de lipit.
Un kit cu fier de lipit include de obicei duze pentru sudarea țevilor de polipropilenă cu un diametru de 20, 25, 30 și 40 mm. Sunt suficiente pentru a conecta orice conducte pentru uz casnic. Duzele de fier au o acoperire din teflon, acest lucru împiedică plasticul topit să se lipească de suprafața duzei.

Uneori, un dispozitiv de tăiere a țevii este inclus în setul mașinii de sudat, care oferă o tăiere aproape perfectă precis și rapid.

Recomandările și procedura de lucru cu mașina de sudat prevăzute în manualul echipamentelor trebuie respectate cu strictețe pentru a evita deteriorarea conductelor și o situație de urgență pe conductă.
Unii experți preferă să folosească tăietori de sârmă care să se ocupe de tăierea diferitelor tipuri de conducte din polipropilenă, inclusiv cele întărite cu fibră de sticlă sau aluminiu.
Pentru sudarea conductelor de polipropilenă întărită, va fi nevoie de un aparat de bărbierit, cu care vor curăța marginile conductelor înainte de sudare.

Un șampon este necesar atunci când țeava este puternic instalată în cuplaj. Dispozitivul șlefuiește marginea într-un unghi de 60 de grade, lățimea tăiată până la 40 mm.

etapa pregătitoare a sudării
Sudarea de tevi de propilenă, de la sine, începe cu pregătirea instrumentului pentru lucru:
- atașați duze de dimensiunile necesare la mașina de sudat;
- reglați temperatura fierului de lipit și conectați-o la rețeaua electrică (timpul de încălzire va depinde în mare măsură de temperatura aerului);
- Înainte de lucru, suprafața teflonului a duzelor trebuie ștersă cu o țesătură nesintetică;
- temperatura de încălzire a mașinii de sudat poate fi controlată cu ajutorul unui termometru de contact;
- funcționalitatea lanternei sau a tăietorului de țeavă trebuie verificată pe țeava prototipului, tăierea trebuie să fie fără cavități, în caz contrar instrumentul trebuie să fie ascuțit.
Țevile de conectare trebuie să fie pregătite pentru sudare după cum urmează:
- vizualizați pereții pieselor; armăturile trebuie să fie în stare de funcționare;
- fitingurile și conductele de sudare trebuie curățate și degresate (ștergeți cu alcool);
- fitingurile trebuie să se potrivească strâns pe janta;
- măsurați și tăiați conducta la dimensiunea dorită;

- fața finală a țevii, pregătită pentru sudare, este mai bine să cosiți la un unghi de 30-45 grade (mai ales valabil pentru conductele cu un diametru mai mare de 40 mm) atunci când țeava este introdusă în fiting, materialul nu se va prinde;
- pe toată lungimea compusului, stratul oxidat trebuie îndepărtat;
- în conductele armate de la capetele conexiunii, este necesar să îndepărtați stratul de aluminiu folosind un bărbier;

- pe conductele armate cu fibră de sticlă, o astfel de decapare nu este necesară;
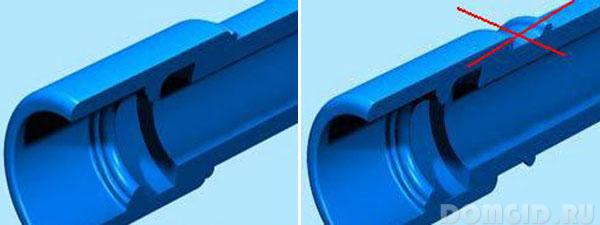
- preintroduceți conducta în fiting și marcați adâncimea de intrare cu un marker; conducta nu trebuie să fie complet așezată în manșonul de montare (lăsați un spațiu de 1 mm), astfel încât secțiunea țevii să nu se îngusteze la lipire.
secvență de sudare țeavă din polipropilenă
- Începem sudarea conductelor de polipropilenă. Instrucțiunea prevede implementarea unor astfel de acțiuni:
- Imediat înainte de conectarea țevilor, degresați-le.
- Pe duza de fier de lipit încălzită, montați mai întâi partea de montare, apoi țeava.

- În timpul încălzirii, este imposibil să rotiți piesele astfel încât acestea să nu se deformeze.
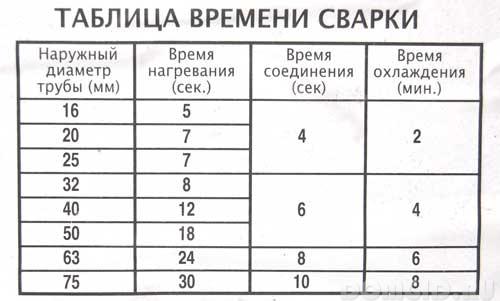
- Așteptați timpul de sudare necesar pentru conductele din polipropilenă. Intervalul depinde de puterea dispozitivului și de dimensiunea conductei.
- Îndepărtați părțile topite din duze și interconectați-le prin presare uniformă, uniformă, fără rotire axială.

- Ținem o cusătură proaspătă până la răcire parțială timp de 30 de secunde.
algoritm de sudare pentru secțiuni sudate
Dacă conducta este deja instalată și este nevoie de ramificarea acesteia, atunci nu este necesară deformarea sistemului și demontarea secțiunii de conductă, este suficient să sudați corect șaua.
Procedura de instalare a secțiunii sudate este următoarea:
- Marcați locul viitoarei ramuri și găuriți o gaură în ea (trebuie să folosiți un burghiu special pentru conductele de plastic).
- Curățați, dacă este necesar, resturi de aluminiu și gaură de degresare.
- Instalați duza de dimensiunea necesară pe mașina de sudat și încălziți scula la 260 de grade.
- Ținând dispozitivul de mâner, instalați duza încălzită în orificiu.
- Scaunul de încălzire al șaului de gătit trebuie introdus în manșonul de încălzire (până la capăt) și să reziste la timpul de încălzire (aproximativ 30 de secunde).

- Scoateți mașina de sudat de pe țeavă și conectați foarte repede scaunul de gătit la orificiul topit.
- Șaua trebuie să fie apăsată bine, potrivindu-se axa, nu se rotește sau se desface. Aproximativ 15 secunde ar trebui să treacă pentru lipire, timp de 10 minute să se răcească complet.
După instalarea șa în ea, puteți continua să montați conducte din polipropilenă și elemente de conectare suplimentare.
posibile erori la conductele de sudare
Erorile comise în timpul brazării conductei de polipropilenă duc la diverse probleme: scurgeri și scurgeri de apă la racord, ruperea conductelor, presiune redusă a apei și alte probleme.
Erorile tipice la conductele de sudare din polipropilenă includ:
- decalajul este prea mare (mai mult de 1 mm) între marginea fitingului și conducta (secțiunea de conectare este subțire și, ulterior, se poate produce o rupere a conductei);
- compresia excesivă a două piese lipite (se formează o acumulare în interiorul conductei, ceea ce reduce presiunea apei);
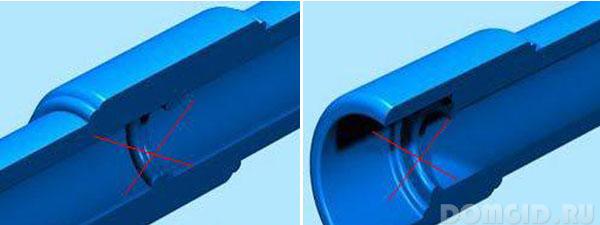
- atunci când piesele care urmează a fi îmbinate sunt supraîncălzite, etanșitatea îmbinării se deteriorează, iar dacă conductele nu sunt încălzite, nu va fi posibilă lipirea conductelor;
- nepotrivirea axelor elementelor de legătură va duce la deformarea conductei și pierderea etanșității la îmbinări.
Sudarea la rece a conductelor de polipropilenă
Metoda de sudare la rece constă în lipirea secțiunilor de țeavă cu un adeziv special care unește cu fermitate diverse materiale sintetice pe bază de plastic, inclusiv polipropilenă.
Sudarea la rece a țevilor din polipropilenă poate fi folosită numai la instalarea unei conducte reci, deoarece, atunci când intră în contact cu apa caldă, adezivul își pierde funcțiile, iar îmbinarea îmbinării - rezistența sa
Procedura de sudare la rece pentru țevi din polipropilenă:
- Marcati pe conducte rosturile conductei unde se va efectua sudarea.
- Tăiați conductele în secțiuni de dimensiunea potrivită.
- Aplicați lipici la sudură rece pe ambele secțiuni și apăsați ferm marginile unul pe celălalt timp de 15 secunde.

- Fixați sistemul de conducte astfel încât conductele să fie fixe.
- La o oră după lipire, apa poate fi eliminată.
Când lucrați cu sudare la rece, este important să respectați măsurile de siguranță cu substanțe agresive.
Țevi de polipropilenă de sudare prin montaj electric
Armăturile electro-sudate (armături electrice) sunt armături echipate cu elemente de încălzire cu sârme încorporate, care se topește la temperaturi ridicate și formează o conexiune puternică și fiabilă la conductele de plastic.
Armăturile electrice formează îmbinări care garantează etanșitatea conductei, protecție împotriva scurgerilor și rafalelor.
Pentru a efectua sudarea cu ajutorul unui montaj electric, vor fi necesare aceleași unelte ca și pentru sudarea prin polifuzie.

Tehnologia de lipire a conductelor de polipropilenă cu o armătură electrică sudată:
- Tăiați țevile cu foarfeca.
- Degresați partea superioară a conductei și interiorul racordului electric.
- Marcați adâncimea intrării electrice pe conductă.
- Curățați conducta armată de aluminiu pentru lungimea conexiunii cu fitingul.
- Introduceți țeava în fiting și fixați-o în siguranță, deoarece, atunci când este încălzită, polipropilena va crește și sub presiune poate sări din fiting.
- Conectați aparatul de sudare electric la rețea și așteptați să se încălzească.
- Conectați mașina de sudat la montaj folosind fire de contact.
- Apăsați butonul START. Dezactivarea se va întâmpla automat.
- După sudare, răcirea îmbinării trebuie să se producă în mod natural și fără nicio tensiune mecanică (presiune, rotație, compresie).
După cum vedeți, la sudarea conductelor de polipropilenă, trebuie luate în considerare o serie de puncte importante pentru a evita greșelile și pentru a obține o conductă puternică și fiabilă, care va dura neîntrerupt mai mult de un deceniu.
