



Cum să gătești cu sudură electrică cu arc, care este necesar pentru siguranță

Sudarea manuală cu arc electric a fost folosită de omenire de peste o sută de ani. Rămâne cea mai versatilă tehnologie pentru îmbinarea metalului.
Cuprins
- Metode de sudare
- Cum să alegi o mașină de sudură
- Bazele de sudare pe arc
- Tehnica de sudare videoclipul
- Măsuri de siguranță atunci când lucrați cu sudură electrică
Metode de sudare
Sudură electrică Acesta este un mod universal de fixare a pieselor metalice. Sudarea electrică este ușor de utilizat, iar sudura este durabilă. Sudarea este mai puțin costisitoare decât alte metode de conectare, fie că este vorba de nituri, conexiuni filetate sau cu șuruburi.
Luați în considerare trei tipuri principale de sudare electrică:
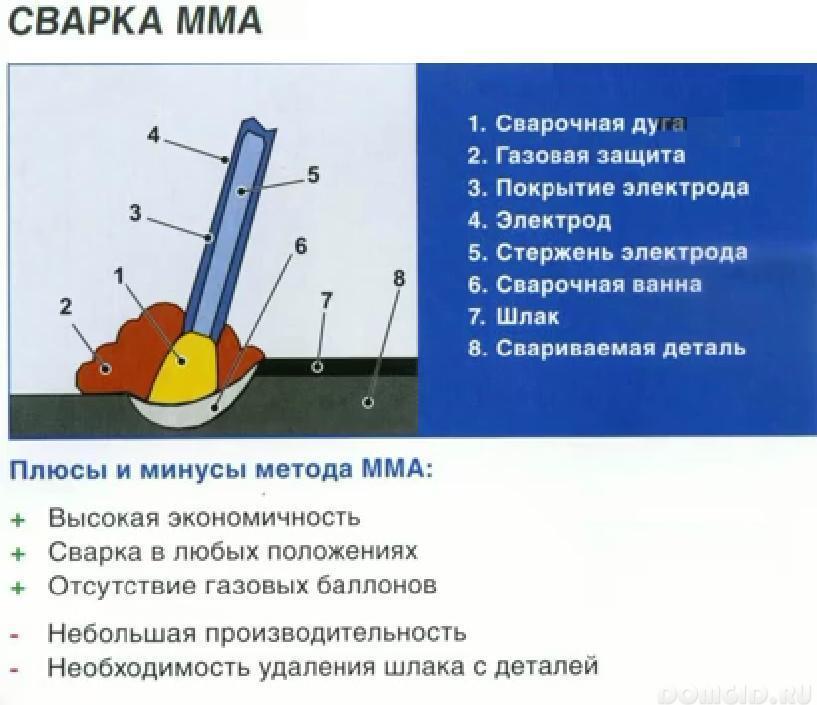
- MMA sudare manuală cu arc, realizată prin electrodul piesei;
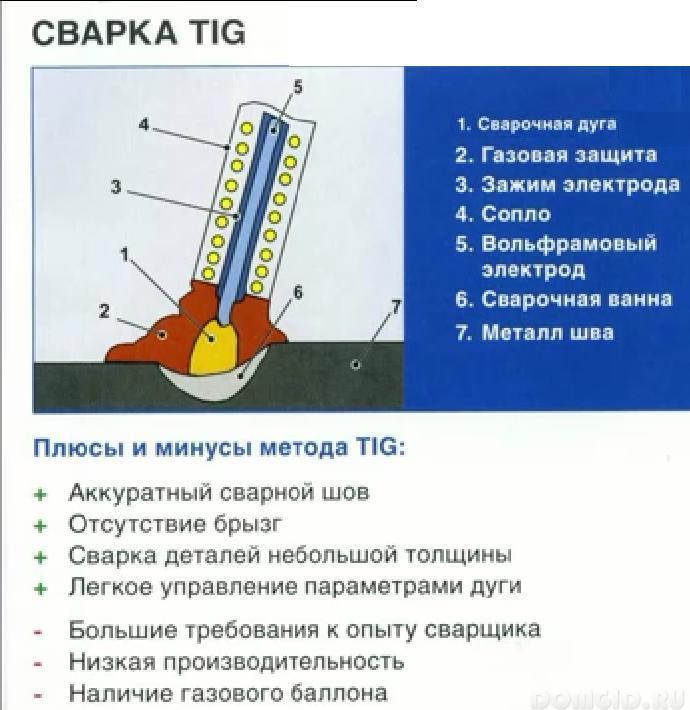
- TIG sudarea este efectuată de un electrod de consum de wolfram;
- MIG-MAG Sudare semiautomatică cu electrod sau sârmă cu flux flux.

Fiecare dintre metodele de sudare are pro și contra. În cele mai multe cazuri, pentru uz privat acasă, nu există cerințe speciale pentru structurile sudate și, pentru a simplifica sudarea, folosesc tehnologia MMA. Electrozii pot fi achiziționați în magazinul dvs. local de hardware și sunt întotdeauna disponibili.
Cum să alegi o mașină de sudură
Pentru tehnologia de sudare MMA, se folosesc două tipuri principale de mașini de sudare: transformator și invertoare.
Transformatoare de sudură Folosind un transformator, reduc tensiunea unei surse de alimentare de la 220V la 40-70V din tensiunea de funcționare a sudurii. Transformatoarele pot funcționa pe tensiune alternativă (AC) și constantă (DC). Curentul poate fi reglat liniar sau treptat în perioada 40-200A.
Una dintre principalele cerințe ale unui transformator de sudură este constanța tensiunii în rețea. Dacă rețeaua dvs. de alimentare este instabilă, atunci datorită mașinii de sudare, aceasta va scădea și mai mult. În acest sens, vecinii dvs. pot întâmpina inconveniente.
Transformatoarele de sudură nu au componente electronice complexe, deci sunt foarte fiabile și durabile. Toate transformatoarele de sudură sunt mai ieftine decât omologii lor de sudură. Tehnologia de fabricație a fost dovedită de zeci de ani și foarte rar eșuează.
invertor ultimul cuvânt de tehnologie din MMA. Aceasta este o mașină de sudură compactă și ușoară. Oferă un sistem de stabilizare pentru arderea arcului, reglează tensiunea de ieșire, are un sistem de protecție și un sistem de aprindere cu arc accelerat.
Întrucât invertoarele de sudură sunt de înaltă tehnologie și au umplutură electronică serioasă, fiabilitatea acestor dispozitive este, prin urmare, mai mică. Este posibilă utilizarea pieselor de schimb chinezești la cei mai marcați producători.
La alegerea invertorului, trebuie luate în considerare următoarele puncte:
Curent maxim de sudare. În funcție de curentul maxim, putem folosi electrozi cu un diametru mai mare de 4-5 mm și să gătim cusături groase și adânci. Pentru condiții interne, un curent maxim de 150 A este suficient atunci când lucrați cu un electrod de 4 mm.
Ciclul de serviciu cantitatea condiționată de timp de lucru și timpul de oprire al invertorului de sudură, astfel încât acesta să se răcească. Se exprimă în%. Pentru toate modelele, ciclul este de 5 sau 10 minute. Timpul de funcționare din ciclu va depinde și de curentul de funcționare: cu cât este mai mic curentul, cu atât mai mult timp poate fi gătit într-un singur ciclu de lucru.
garanțieda, este o garanție, deoarece invertorul este un echipament electronic complex. Prin urmare, cu cât garanția este mai mare, cu atât este mai mare probabilitatea ca acesta să nu refuze în perioada post-garanție. La urma urmei, dacă producătorul a folosit componente de înaltă calitate pentru producerea unui invertor, atunci liniile de garanție pot ajunge la 3 ani.
Bazele de sudare pe arc
Tija metalică a electrodului interacționează cu metalul de bază la o temperatură de aproximativ 5000 K. Metalul topit formează o sudură. Adâncimea la care metalul produs s-a topit se numește adâncimea de penetrare. Lățimea peste care s-a topit metalul de bază se numește lățimea bazinului de sudură. Adâncimea și lățimea piscinei de sudură depind de puterea curentului de sudare, modul de sudare, diametrul electrodului.
Reducem criteriile principale atunci când lucrăm cu sudarea pe arc:
Curent de sudura reglat în funcție de diametrul și acoperirea electrodului.
Rețineți că pe măsură ce diametrul electrodului crește cu același curent de sudare, densitatea electrodului scade. Ca urmare, adâncimea de penetrare scade, o creștere a lățimii cusăturii, aspectul unui arc rătăcitor.
Tensiunea arcului depinde de lungimea acestuia, nu trebuie să fie mai mult decât diametrul electrodului.
Viteza de sudare setat astfel încât metalul de la electrodul de sudare să aibă timp pentru a umple baia sudurii, formând un tubercul fără decuplări și scăpări.
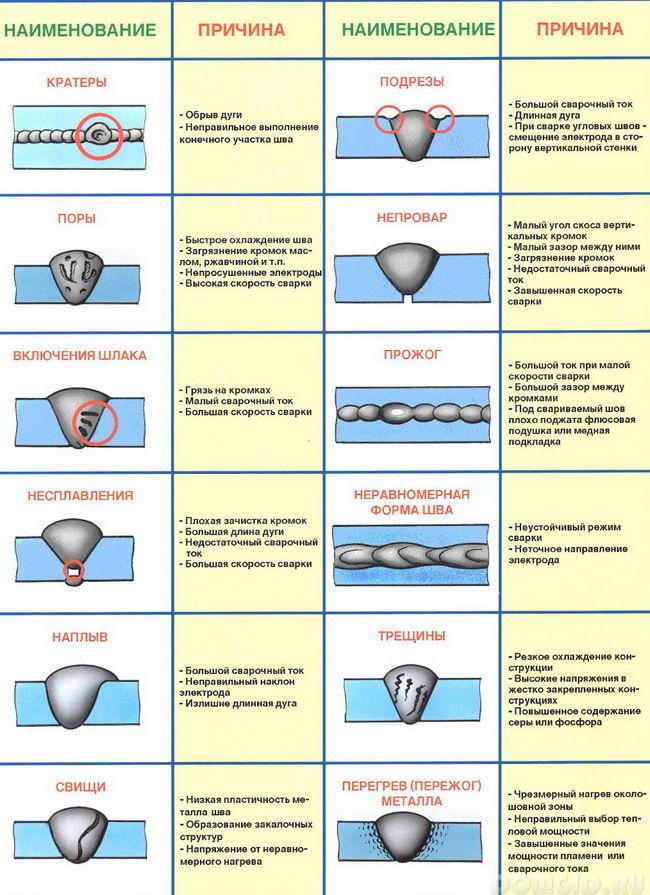
Probleme tipice de sudare:
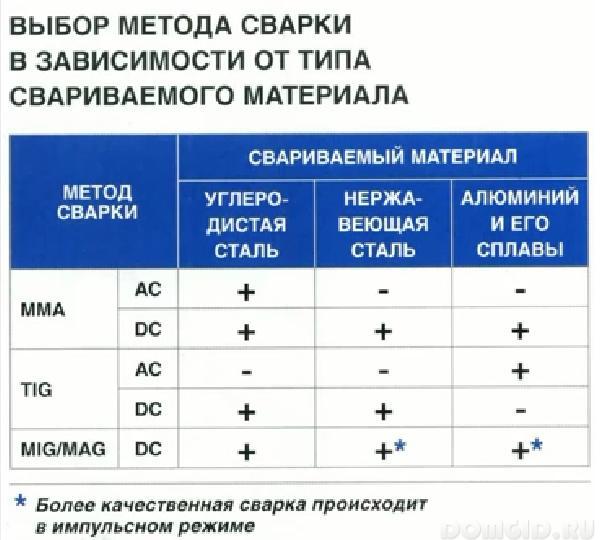
Sudarea cu curent alternativ este foarte des utilizată în gospodării, efectuată cu electrozi înveliți rutil. Oțelurile cu conținut scăzut de aliaj și cu conținut redus de carbon sunt bine sudate.
Sudarea cu curent continuu este folosită pentru sudarea oțelurilor cu carbon mediu și a fontei. Polaritatea inversă este utilizată pentru a crește viteza de sudare.
Arcul de sudură este aprins printr-o serie de atingeri scurte și ascuțite ale electrodului către metal sau prin lovirea electrodului pe suprafața produsului în direcția viitoarei suduri. Dacă electrodul se lipește de produs, acesta trebuie rupt prin balansarea bruscă la dreapta și la stânga, cu suportul retras în sus. După aprinderea arcului, electrodul poate fi în trei poziții:
- unghi înapoi;
- unghiul înainte;
- în unghi drept.
La sfârșitul sudurii, pentru a preveni formarea unui crater, arcul trebuie tăiat după sudarea craterului în câteva mișcări circulare.
Tehnica de sudare
Există câteva zeci de moduri și metode de sudare pentru manipularea electrodului atunci când executați suduri. În timpul sudării, electrodul se mișcă întotdeauna în trei direcții:
Mișcarea progresivă descendentă susține arcul electric în timpul topirii electrodului și reglează adâncimea bazinului de sudură. Viteza de mișcare depinde de viteza de ardere a electrodului.
Mișcarea electrodului pe direcția sudurii formează un bazin de sudură. Viteza de mișcare depinde de lățimea cusăturii și de modul de sudare.
Mișcările transversale deplasează electrodul în părțile laterale pentru a forma lățimea bazinului de sudură. Mișcările vibraționale determină lățimea sudurii, dar nu trebuie să depășească 3 diametre ale electrodului.
Metalul trebuie păstrat într-o stare topită până când se formează o perlă de sudură. Este necesar să preveniți răcirea prematură a metalului din bazinul de sudură. Este necesar să controlați lățimea bazinului de sudură, adâncimea de penetrare.
În funcție de locul unde se face sudura, se disting mai multe poziții spațiale ale sudurii.
lenjerie de corp
vertical
plafon
Măsuri de siguranță atunci când lucrați cu sudură electrică
Lucrările de sudare sunt lucrări cu un nivel ridicat de pericol. Prin urmare, fiecare sudor trebuie să respecte regulile de protecție a muncii și de siguranță împotriva incendiilor. Toate lucrările trebuie efectuate în costume, mănuși sau mănuși de protecție, este obligatorie utilizarea unei măști de sudură cu diverse filtre de lumină. Protejați zona de sudură. Normele de securitate sunt reglementate de SNiP 12-03-2001.
