 |
 |
 |
 |
Как правильно варить электродуговой сваркой, что необходимо для безопасности

Ручная электродуговая сварка используется человечеством более ста лет. Она остается наиболее универсальной технологией для соединения металла.
Оглавление
- Методы сварки
- Как выбрать сварочный аппарат
- Основы дуговой сварки
- Техника выполнения сварных швов видео
- Техника безопасности при работе с электросваркой
Методы сварки
Электрическая сварка – это универсальный способ скрепления металлических деталей. Электросварка проста в использовании, а сварной шов долговечен. Сварные работы менее затратнее, нежели другие способы соединений, будь то заклепки, резьбовые или болтовые соединения.
Рассмотрим три основных типа електрической сварки:
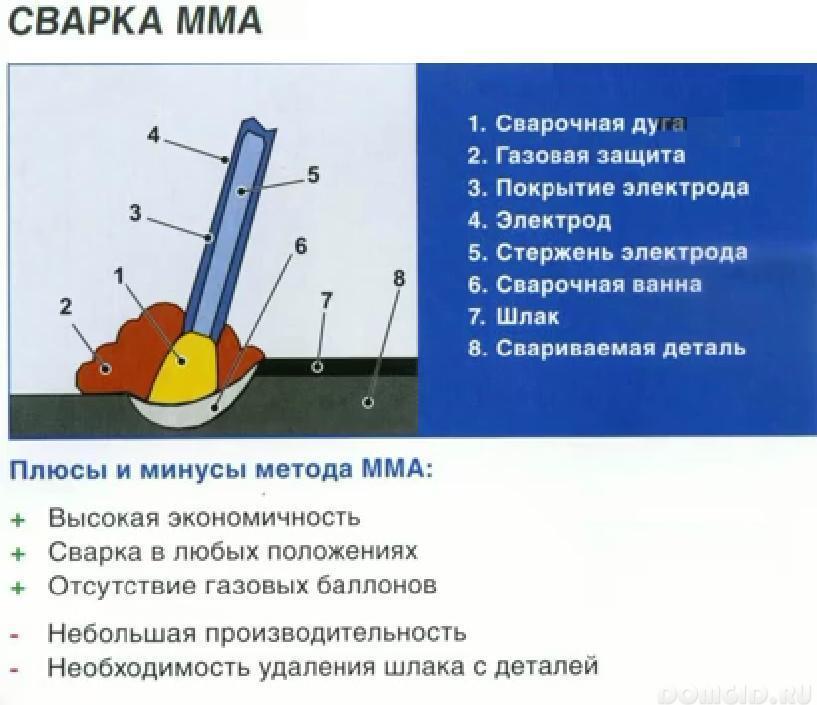
- MMA – ручная дуговая сварка, выполняется штучным электродом;
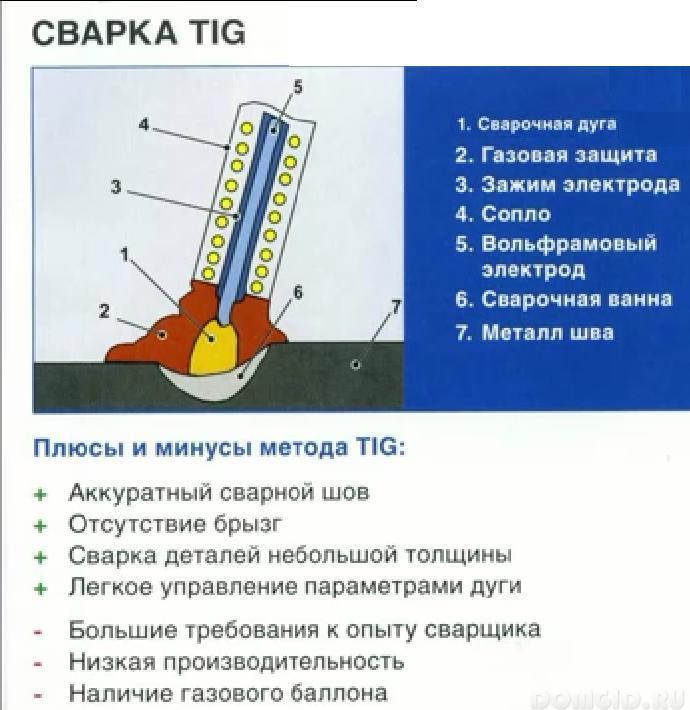
- TIG – сварка производится не плавящимся вольфрамовым электродом;
- MIG-MAG – полуавтоматическая сварка электродной или порошковой проволокой.

Каждый из способов сварки имеет свои плюсы и минусы. В большинстве случаев для частного использования в домашних условиях, здесь нет особых требований к сварным конструкциям и для упрощения сварных работ, – используют технологию ММА. Электроды можно купить в ближайшем хозяйственном магазине и они всегда доступны.
Как выбрать сварочный аппарат
Для технологии сварки ММА применяют два основных типа сварочных аппаратов: трансформаторные и инверторы.
Сварочные трансформаторы – с помощью трансформатора понижают напряжение бытовой электросети 220В к 40-70В рабочего напряжения сварки. Трансформаторы могут работать на переменном (АС) и на постоянном (DC) напряжении. Ток может быть регулируемым плавно или ступенчато в пределах 40-200А.
Одним из главных требований сварочного трансформатора является постоянство напряжения в сети. Если ваша электросеть работает нестабильно, то за счет сварочного аппарата она будет «проседать» еще больше. В связи с этим могут возникнуть неудобства у ваших соседей.
Сварочные трансформаторы не имеют сложных электронных компонентов, поэтому они очень надежные и долговечные. Все сварочные трансформаторы дешевле своих собратьев по сварочному делу. Технология изготовления отработанная десятилетиями и очень редко дает сбой.
Инвертор – последнее слово техники в ММА. Ето компактный и легкий сварочный аппарат. Обеспечивает систему стабилизации горения дуги, регулирует выходное напряжение, обладает системой защиты и системой ускоренного поджига дуги.
Поскольку сварочные инверторы высокотехнологичны и имеют серьезную электронную начинку, по этому надежность таких аппаратов меньше. Также не исключено использование китайских запчастей в самых брендовых производителей.
При выборе инвертора следует учесть такие моменты:
Максимальный сварочный ток. В зависимости от максимального тока мы можем использовать электроды большего диаметра – 4-5мм, и варить толстые и глубокие швы. Для бытовых условий достаточно максимального тока в 150 А при работе электродом Ø4мм.
Рабочий цикл – условное количество времени работы и простоя сварочного инвертора для того, чтобы он остыл. Выражается в %. Для всех моделей цикл составляет 5 или 10 мин. Время работы в цикле будет также зависеть от рабочего тока: чем ток ниже, тем больше времени можно варить в одном рабочем цикле.
Гарантия, да-да, именно гарантия, поскольку инвертор – сложное электронное оборудование. По этому, чем больше гарантия, тем больше вероятность того, что он не откажет и в послегарантийный срок. Ведь, если производитель использовал качественные комплектующие для производства инвертора, то и строк гарантии может достигать 3-х лет.
Основы дуговой сварки
Металлический стержень электрода взаимодействуют с основным металлом при температуре около 5000°К. Расплавленный металл образует сварной шов. Глубина, на которую расплавился металл изделия, называют глубиной проплавления. Ширина, на которую расплавился основной металл называют шириной сварочной ванны. Глубина и ширина сварочной ванны зависит от силы сварочного тока, режима сварки, диаметра электрода.
Выделим главные критерии при работе дуговой сваркой:
Сварочный ток – устанавливается соответственно диаметру и покрытию электрода.
Обратите внимание, что при увеличении диаметра электрода при том же сварочном токе плотность последнего уменьшается. Как следствие уменьшается глубина провара, происходит увеличение ширины шва, появление «блуждающей» дуги.
Напряжение дуги – зависит от ее длины, она должна составлять не больше диаметра электрода.
Скорость сварки – устанавливается таким образом, чтобы металл из сварочного электрода успел заполнить ванну сварного шва, образуя бугорок без подрезов и наплывов.
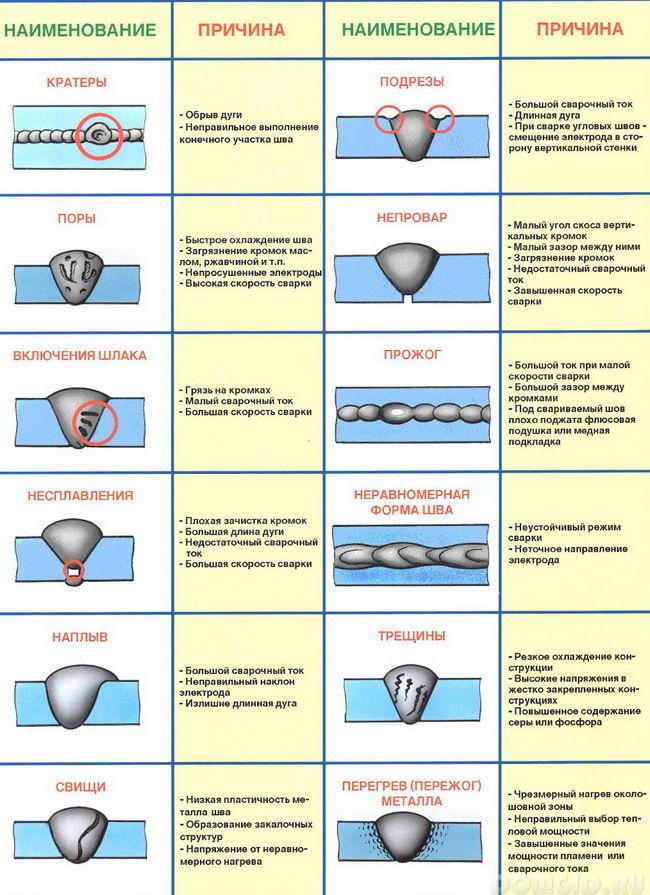
Типичные проблемы сварного шва:
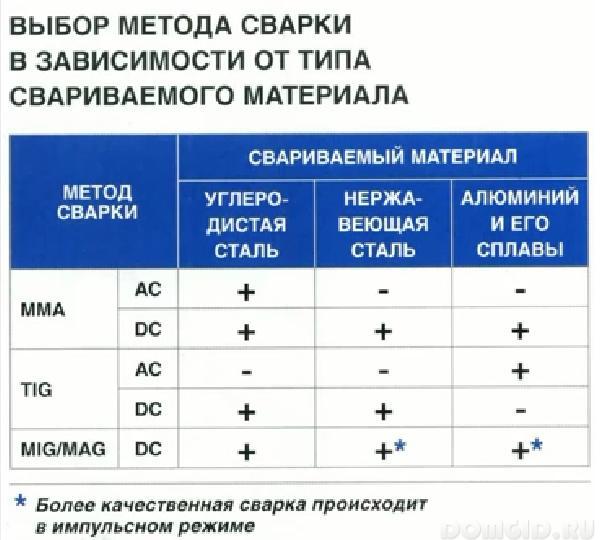
Сварку переменным током очень часто применяют в бытовом хозяйстве, выполняется электродами с рутиловым покрытием. Хорошо свариваются низколегированные и низкоуглеродистые стали.
Сварку постоянным током применяют для сваривания среднеуглеродистых сталей и чугуна. Обратную полярность применяют для повышения скорости сварки.
Зажигание сварочной дуги производят серией коротких и резких прикосновений электродом к металлу, или чирканьем электродом о поверхность изделия в направлении будущего сварного шва. Если электрод «прилип» к изделию, его необходимо оторвать резким покачивание вправо-влево с отводом держака вверх. После зажигания дуги электрод может находится в трех положениях:
- углом назад;
- углом вперед;
- под прямым углом.
При завершении сварного шва, для предупреждения образования кратера, дугу необходимо обрывать после заварки кратера несколькими круговыми движениями.
Техника выполнения сварных швов
Существует несколько десятков режимов сварки и методов манипулирования электродом при выполнении сварных швов. В процессе сварки электрод всегда перемещается в трех направлениях:
Поступательное движение вниз – поддерживает электрическую дугу в процессе плавки электрода, регулирует глубину сварочной ванны. Скорость движения зависит от скорости горения электрода.
Перемещение электрода вдоль направления сварного шва, образует сварочную ванну. Скорость движения зависит от ширины шва и режима сварки.
Поперечные движения – перемещение электрода в стороны для образования ширины сварочной ванны. Колебательные движения определяют ширину сварного шва, но не должны превышать 3-х диаметров электрода.
Металл нужно держать в расплавленном состоянии до образования валика сварного шва. Нужно не допускать преждевременного остывания металла в сварочной ванне. Необходимо контролировать ширину сварочной ванны, глубину проплавления.
В зависимости от того, где выполняется сварной шов, различают несколько пространственных положений выполнения сварного шва.
Нижнее
Вертикальные
Потолочные
Техника безопасности при работе с электросваркой
Сварочные работы – это работы с повышенным уровнем опасности. Поэтому каждому сварщику необходимо соблюдать правила охраны труда и пожарной безопасности. Все работу должны проводится в защитных костюмах, перчатках или рукавицах, обязательно использовать сварочную маску с различными светофильтрами. Ограждать зону сварки. Правила безопасности регламентируются СНиП 12-03-2001.
