



Hogyan kell főzni elektromos ívhegesztéssel, ami a biztonság érdekében szükséges

A kézi elektromos ívhegesztést az emberiség több mint száz éve használja. Ez továbbra is a sokoldalúbb technológia a fémcsatlakozáshoz.
Tartalomjegyzék
- Hegesztési módszerek
- Hogyan válasszunk hegesztőgépet?
- Ívhegesztés alapjai
- Hegesztési technika a videó
- Biztonsági óvintézkedések az elektromos hegesztés során
Hegesztési módszerek
Elektromos hegesztés Ez a fém alkatrészek rögzítésének univerzális módja. Az elektromos hegesztés könnyen használható, a hegesztés tartós. A hegesztés olcsóbb, mint a többi csatlakoztatási módszer, legyen az szegecs, menetes vagy csavarozott csatlakozás.
Vegye figyelembe az elektromos hegesztés három fő típusát:
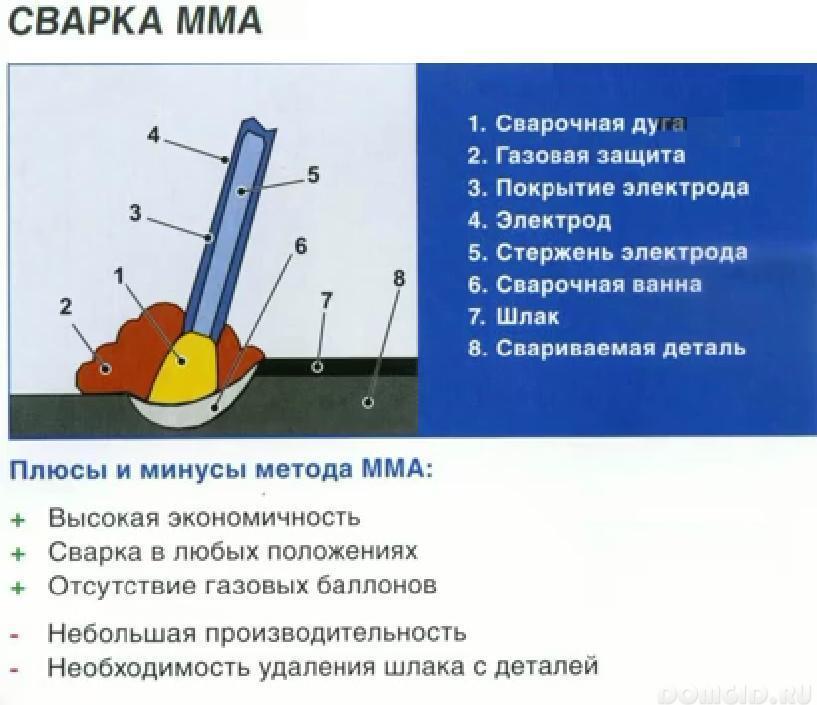
- MMA kézi ívhegesztés darab elektróda segítségével;
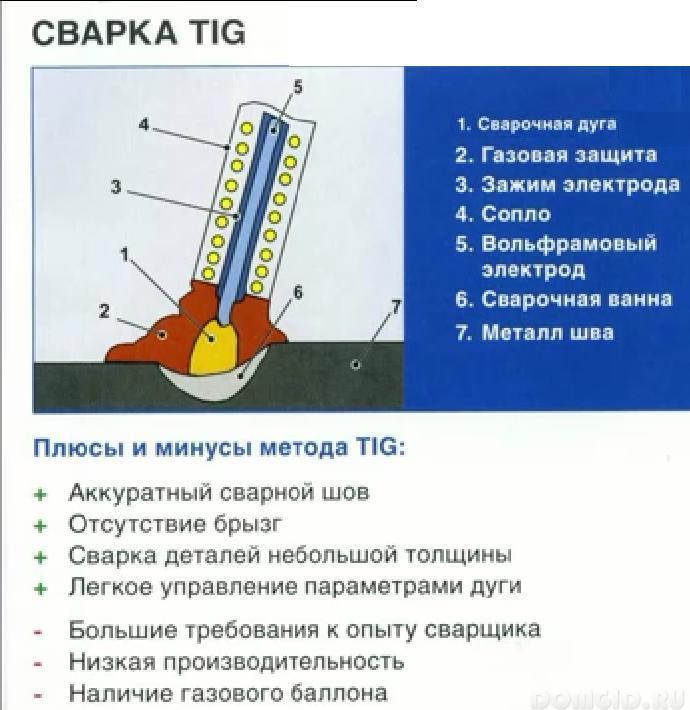
- TIG a hegesztést nem fogyó wolfram elektróda végzi;
- MIG-MAG Félautomata hegesztés elektróda vagy fluxusfúvós huzallal.

Minden hegesztési módszernek megvannak az előnyei és hátrányai. A legtöbb esetben otthoni magáncélú használatra nincs külön követelmény a hegesztett szerkezetekre, és a hegesztés megkönnyítése érdekében MMA technológiát alkalmaznak. Az elektródákat a helyi hardverkereskedésben lehet megvásárolni, és mindig rendelkezésre állnak.
Hogyan válasszunk hegesztőgépet?
Az MMA hegesztési technológiához hegesztőgépek két fő típusát használják: transzformátor és inverterek.
Hegesztő transzformátorok Transzformátor segítségével csökkentik a háztartási 220V-os feszültséget 40-70 V-ra a hegesztés üzemi feszültségétől. A transzformátorok váltakozó (AC) és állandó (DC) feszültségen működhetnek. Az áram simán vagy lépésenként szabályozható 40-200A-on belül.
A hegesztő transzformátorok egyik fő követelménye a hálózat feszültségállandósága. Ha az áramellátó hálózata instabil, akkor a hegesztőgép miatt még ennél is lecsorog. Ebben a tekintetben a szomszédai kényelmetlenségeket tapasztalhatnak.
A hegesztő transzformátorok nem tartalmaznak komplex elektronikus alkatrészeket, így nagyon megbízhatóak és tartósak. Minden hegesztő transzformátor olcsóbb, mint hegesztési társaik. A gyártási technológiát évtizedek óta beválták, és nagyon ritkán kudarcot vall.
inverter a technológia utolsó szava az MMA-ban. Ez egy kompakt és könnyű hegesztőgép. Stabilizáló rendszert biztosít az ívégéshez, szabályozza a kimeneti feszültséget, rendelkezik védelmi rendszerrel és gyorsított ívgyújtó rendszerrel.
Mivel a hegesztő inverterek csúcstechnológiájúak és komoly elektronikus töméssel vannak ellátva, az ilyen eszközök megbízhatósága ezért kevesebb. A kínai pótalkatrészek használata a legnépszerűbb gyártókban is lehetséges.
Az inverter kiválasztásakor a következő pontokat kell figyelembe venni:
Maximális hegesztőáram. A maximális áramtól függően 4-5mm-nél nagyobb átmérőjű elektródákat használhatunk, és vastag és mély varratokat készíthetünk. Háztartási körülmények között a maximális 150 A áram elegendő, ha 4 mm-es elektródával dolgozik.
Üzemi ciklus a hegesztő-inverter feltételes üzemideje és leállása, hogy lehűljön. % -Ban fejezik ki. Valamennyi modellnél a ciklus 5 vagy 10 perc. A ciklus üzemideje az üzemi áramtól is függ: minél alacsonyabb az áram, annál több időt lehet főzni egy munkaciklusban.
szavatosságigen, ez garancia, mert a frekvenciaváltó összetett elektronikus berendezés. Ezért minél nagyobb a garancia, annál nagyobb a valószínűsége, hogy a garancia utáni időszakban nem fogja megtagadni. Végül is, ha a gyártó kiváló minőségű alkatrészeket használt egy frekvenciaváltó gyártásához, akkor a jótállási sorozat elérheti a 3 évet.
Ívhegesztés alapjai
Az elektród fémrúdja körülbelül 5000 K hőmérsékleten kölcsönhatásba lép a nem nemesfémekkel. Az olvadt fém varratot képez. A mélységet, amelyig a termék fém megolvadt, behatolási mélységnek nevezzük. Az a szélesség, amelyen a nemesfém megolvadt, a hegesztési medence szélességének nevezi. A hegesztőmedence mélysége és szélessége a hegesztési áram erősségétől, hegesztési módjától, az elektróda átmérőjétől függ.
Kiemeljük a fő kritériumokat az ívhegesztés során:
Hegesztőáram az elektróda átmérője és bevonása szerint kell beállítani.
Vegye figyelembe, hogy amint az elektróda átmérője megegyezik a hegesztési árammal, az elektróda sűrűsége csökken. Ennek eredményeként csökken a behatolási mélység, növekszik a varrat szélessége, vándorló ív jelenik meg.
Ívfeszültség hosszától függ, nem lehet nagyobb, mint az elektróda átmérője.
Hegesztési sebesség úgy állítsa be, hogy a hegesztő elektróda fémének ideje legyen kitölteni a hegesztési fürdőt, és gömböt képezzen alátámasztások és megereszkedés nélkül.
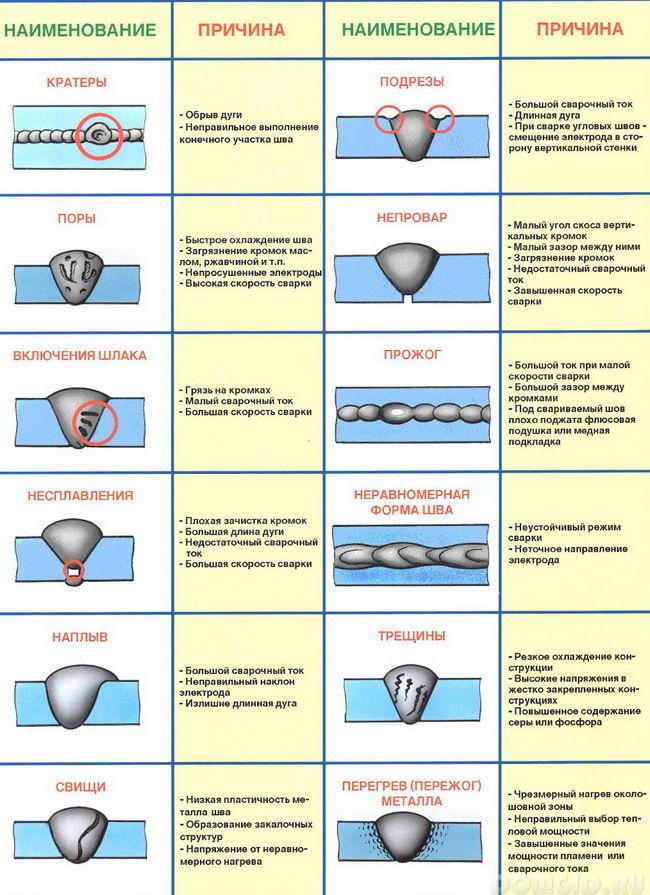
Tipikus hegesztési problémák:
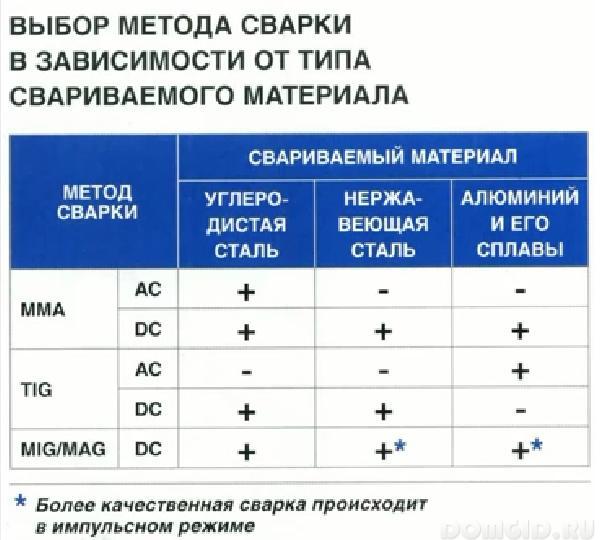
A váltakozó áramú hegesztést nagyon gyakran használják a háztartásokban, rutil bevonatú elektródákkal. Az alacsony ötvözött és az alacsony széntartalmú acélok jól hegesztettek.
Az egyenáramú hegesztést közepes széntartalmú acélok és öntöttvas hegesztésére használják. A fordított polaritást a hegesztési sebesség növelésére használják.
A hegesztő ívet meggyújtja az elektróda rövid és éles érintése a fémmel, vagy az elektródot a termék felületére a jövő hegesztés irányába ütve. Ha az elektróda a termékhez tapad, akkor azt le kell szakítani úgy, hogy élesen jobbra és balra fordul, a tartót felfelé húzva. Az ív meggyújtása után az elektróda három helyzetben lehet:
- hátsó szög;
- előremenő szög;
- derékszögben.
A hegesztés végén a kráter kialakulásának megakadályozása érdekében az ívvágást néhány körkörös mozdulattal a kráter hegesztése után le kell vágni.
Hegesztési technika
Több tíz hegesztési mód és módszer létezik az elektród manipulálására hegesztés végrehajtásakor. Hegesztés közben az elektróda mindig három irányban mozog:
A progresszív lefelé irányuló mozgás támogatja az elektromos ívet az elektróda megolvadásakor, és szabályozza a hegesztési medence mélységét. A mozgás sebessége az elektróda égési sebességétől függ.
Az elektróda mozgása a hegesztés irányában hegesztési medencét képez. A mozgás sebessége a varrás szélességétől és a hegesztési módtól függ.
Keresztirányú mozgások az elektródát oldalra mozgatják, hogy a hegesztési medence szélességét képezzék. A rezgési mozgások meghatározzák a varrat szélességét, de nem haladhatják meg az elektróda 3 átmérőjét.
A fémolvadékot olvadt állapotban kell tartani, amíg hegesztési gyöngy kialakul. Meg kell akadályozni a fém idő előtti lehűlését a hegesztési medencében. Szabályozni kell a hegesztési medence szélességét, a behatolás mélységét.
A hegesztés helyétől függően a hegesztés több térbeli helyzetét meg lehet különböztetni.
Fehérnemű
függőleges
mennyezet
Biztonsági óvintézkedések az elektromos hegesztés során
A hegesztés magas szintű veszélyes munka. Ezért minden hegesztőnek meg kell felelnie a munkavédelem és a tűzbiztonság szabályainak. Minden munkát védőruhában, kesztyűben vagy ujjatlan kesztyűben kell elvégezni, kötelező hegesztőmaszkot használni különféle fényszűrőkkel. Védje a hegesztési zónát. A biztonsági szabályokat az SNiP szabályozza 12-03-2001.
