 |
 |
 |
 |
Kako kuhati električnim lučnim zavarivanjem, što je potrebno za sigurnost

Ručno električno lučno zavarivanje čovječanstvo koristi više od stotinu godina. Ostaje najsvestranija tehnologija spajanja metala.
Sadržaj
- Načini zavarivanja
- Kako odabrati stroj za zavarivanje
- Osnove zavarivanja lukom
- Tehnika zavarivanja video
- Mjere opreza pri radu s električnim zavarivanjem
Načini zavarivanja
Električno zavarivanje Ovo je univerzalni način za pričvršćivanje metalnih dijelova. Električno zavarivanje je jednostavno za upotrebu, a zavarivanje je izdržljivo. Zavarivanje je jeftinije od ostalih metoda spajanja, bilo da su to zakovice, navojni ili vijčani spojevi.
Razmotrimo tri glavne vrste električnog zavarivanja:
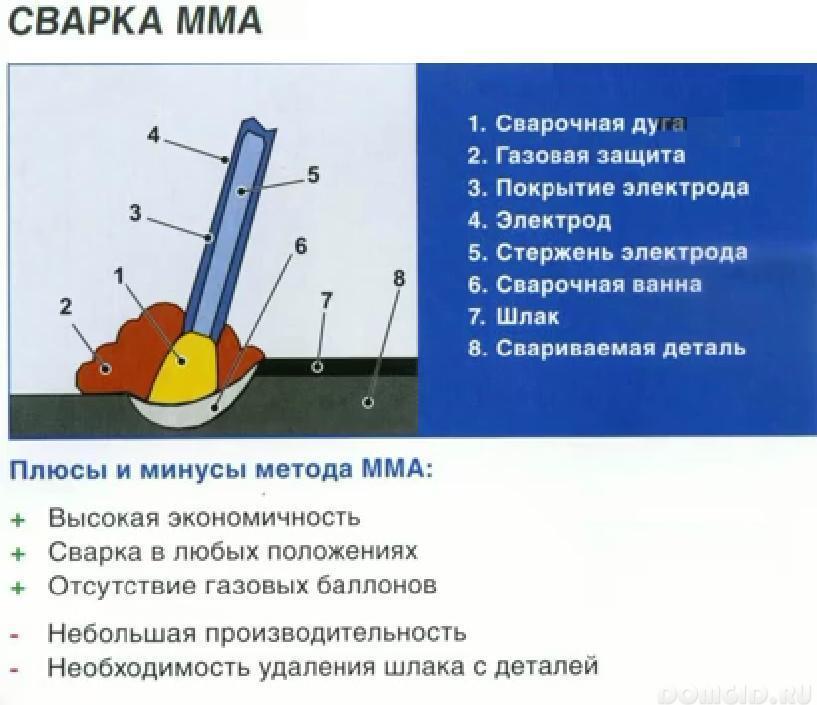
- MMA ručno lučno zavarivanje, koje se izvodi komadnom elektrodom;
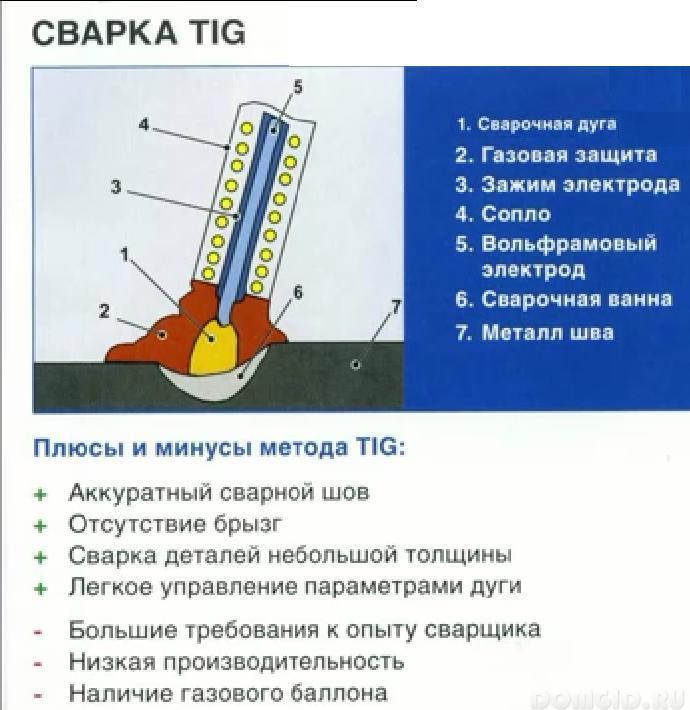
- TIG zavarivanje se izvodi volframovom elektrodom koja se ne troši;
- MIG-MAG Poluautomatsko zavarivanje s elektrodom ili žicom s fluksom.

Svaka od metoda zavarivanja ima svoje prednosti i nedostatke. U većini slučajeva, za privatnu upotrebu kod kuće, ne postoje posebni zahtjevi za zavarene konstrukcije i, radi pojednostavljenja zavarivanja, koriste MMA tehnologiju. Elektrode se mogu kupiti u vašoj lokalnoj trgovini hardvera i uvijek su dostupne.
Kako odabrati stroj za zavarivanje
Za tehnologiju zavarivanja MMA koriste se dvije glavne vrste zavarivanja: transformator i pretvarači.
Zavarivački transformatori Pomoću transformatora smanjuju se napon napajanja u domaćinstvu od 220V na 40-70V radnog napona zavarivanja. Transformatori mogu raditi na izmjenični (izmjenični) i konstantni (DC) napon. Struja se može regulirati glatko ili postupno unutar 40-200A.
Jedan od glavnih zahtjeva transformatora za zavarivanje je stalnost napona u mreži. Ako je vaša mreža napajanja nestabilna, tada će se zbog aparata za zavarivanje još više spustiti. S tim u vezi, susjedi mogu doživjeti neugodnosti.
Zavarivački transformatori nemaju složene elektroničke komponente, pa su vrlo pouzdani i izdržljivi. Svi transformatori za zavarivanje su jeftiniji od svojih kolega za zavarivanje. Tehnologija proizvodnje dokazana je desetljećima i vrlo rijetko uspijeva.
pretvarač zadnja riječ tehnologije u VMA. Ovo je kompaktan i lagan stroj za zavarivanje. Omogućuje stabilizacijski sustav za paljenje luka, regulira izlazni napon, ima zaštitni sustav i ubrzani sustav paljenja luka.
Budući da su inverteri za zavarivanje visokotehnološki i imaju ozbiljne elektronske naboje, pouzdanost takvih uređaja je stoga manja. Moguća je i upotreba kineskih rezervnih dijelova kod najpopularnijih proizvođača.
Pri odabiru pretvarača treba uzeti u obzir sljedeće točke:
Maksimalna struja zavarivanja. Ovisno o maksimalnoj struji, možemo koristiti elektrode većeg promjera od 4-5 mm i kuhati debele i duboke šavove. Za kućne uvjete maksimalna struja od 150 A dovoljna je za rad s 4 mm elektrodom.
Radni ciklus uvjetna količina radnog vremena i stanke invertera za zavarivanje tako da se on hladi. Izražava se u%. Za sve modele ciklus traje 5 ili 10 minuta. Vrijeme rada u ciklusu ovisit će i o radnoj struji: što je struja niža, to se više vremena može kuhati u jednom radnom ciklusu.
garancijada, to je jamstvo, jer je pretvarač složena elektronička oprema. Dakle, što je veće jamstvo, to je veća vjerojatnost da ga neće odbiti u razdoblju nakon jamstva. Uostalom, ako je proizvođač koristio visokokvalitetne komponente za proizvodnju pretvarača, tada garancijske linije mogu doseći 3 godine.
Osnove zavarivanja lukom
Metalna šipka elektrode djeluje u interakciji s osnovnim metalom na temperaturi od oko 5000K. Rastaljeni metal tvori zavar. Dubina na koju se topio metal proizvoda naziva se dubinom prodora. Širina preko koje se topio osnovni metal naziva se širinom bazena za zavarivanje. Dubina i širina bazena za zavarivanje ovise o jačini struje zavarivanja, načinu zavarivanja, promjeru elektrode.
Izdvajamo glavne kriterije za lučno zavarivanje:
Struja zavarivanja postavite prema promjeru i premazu elektrode.
Imajte na umu da se, kako se promjer elektrode povećava istom strujom zavarivanja, gustoća elektrode smanjuje. Kao rezultat toga, dubina prodiranja smanjuje se, povećava se širina šava, pojavljuje se lutajući luk.
Napon luka ovisi o njegovoj duljini, ne smije biti veći od promjera elektrode.
Brzina zavarivanja postavite tako da metal iz elektrode za zavarivanje ima vremena da napuni kupelj zavara, formirajući tubercle bez potkopa i progiba.
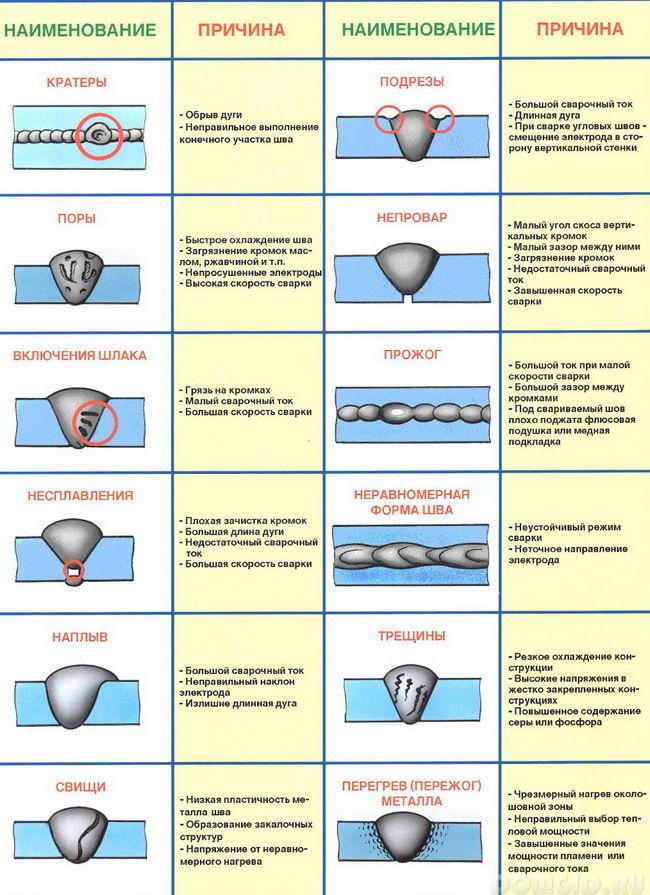
Tipični problemi sa zavarivanjem:
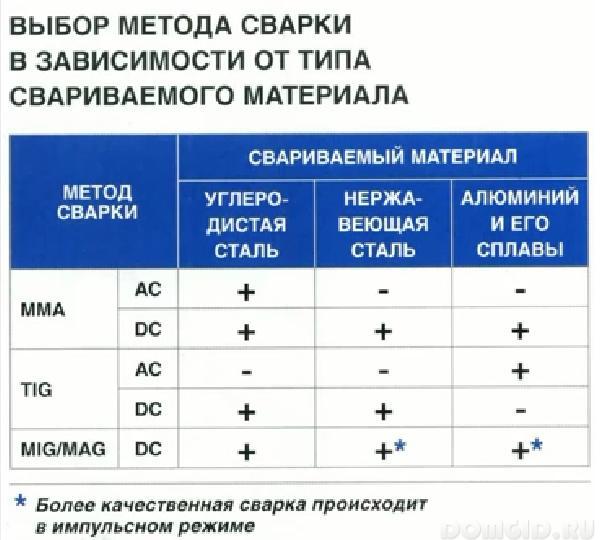
Zavarivanje s naizmjeničnom strujom vrlo se često koristi u kućanstvima, a izvodi se elektrodama prevučenim rutilima. Čelici s niskim legurama i nisko ugljikom dobro su zavareni.
DC zavarivanje koristi se za zavarivanje čelika i ugljika sa srednjim ugljikom. Obrnuti polaritet koristi se za povećanje brzine zavarivanja.
Luk za zavarivanje se zapali nizom kratkih i oštrih dodira elektrode prema metalu ili udaranjem elektrode na površinu proizvoda u smjeru budućeg zavara. Ako se elektroda pridržava proizvoda, mora se otrgnuti oštrim pomicanjem udesno i ulijevo, tako da je držač uvučen prema gore. Nakon paljenja luka, elektroda se može nalaziti u tri položaja:
- kut natrag;
- naprijed kut;
- pod pravim kutom.
Na kraju zavara, kako bi se spriječilo stvaranje kratera, luk se nakon nekoliko zakružnih pokreta mora odvojiti nakon zavarivanja kratera.
Tehnika zavarivanja
Postoji nekoliko desetaka načina i načina zavarivanja za manipuliranje elektrodom pri izvođenju zavara. Tijekom zavarivanja elektroda se uvijek kreće u tri smjera:
Progresivno kretanje prema dolje podržava električni luk tijekom taljenja elektrode i regulira dubinu bazena za zavarivanje. Brzina kretanja ovisi o brzini gorenja elektrode.
Kretanje elektrode duž smjera zavara tvori bazen za zavarivanje. Brzina kretanja ovisi o širini šava i načinu zavarivanja.
Poprečnim pokretima pomičite elektrodu na strane kako bi oblikovali širinu bazena za zavarivanje. Vibracijskim pokretima određuje se širina zavara, ali ne smije biti veća od 3 promjera elektrode.
Metal se mora držati u rastopljenom stanju sve dok se ne stvori zavarena zrna. Potrebno je spriječiti prerano hlađenje metala u bazenu zavara. Potrebno je kontrolirati širinu bazena za zavarivanje, dubinu prodora.
Ovisno o mjestu izvedbe zavara, razlikuje se nekoliko prostornih položaja zavara.
donje rublje
vertikala
strop
Mjere opreza pri radu s električnim zavarivanjem
Zavarivački radovi su radovi s visokom razinom opasnosti. Stoga se svaki zavarivač mora pridržavati pravila zaštite na radu i zaštite od požara. Sav posao treba izvesti u zaštitnim odijelima, rukavicama ili rukavicama, obvezno je koristiti zavarivačku masku s raznim svjetlosnim filtrima. Zaštitite zonu zavarivanja. Pravila sigurnosti regulirana su u SNiP 12-03-2001.
