



Технология за заваряване на полипропиленови тръби, съвет на специалист

Полипропиленовите тръби се различават от традиционните метални тръби по достъпна цена и лекота на монтаж. Можете сами да инсталирате такива комуникации, основното е да овладеете технологията на заваряване на полипропиленови тръби, да разберете спецификата на работата с материала, ясно да следвате инструкциите и препоръките на специалисти в тази област.
- Обща информация за заваряване на полипропиленови тръби
- Технология на полифузионно заваряване на тръби, изработени от полипропилен
- Студено заваряване на тръби от полипропилен
- Заваряване на полипропиленови тръби чрез електрически монтаж
Обща информация за заваряване на полипропиленови тръби
Днес има широко разпространена подмяна на стари метални тръби с модерни полипропиленови тръби, които са изработени от специален вид пластмаса с кополимер-смола.

Полипропиленовите тръби се използват за организиране на различни комуникации (студен тръбопровод, транспортиране на топла вода, отоплителни системи). Между себе си тръбите се различават по дебелина на стената (PN10, PN16, PN 20) и наличието на стабилизирано алуминиево фолио (PN20Al).

Процедурата за инсталиране на тръбопровода ви позволява да свържете тръбите заедно без допълнителни компоненти (адаптери, тройници, фитинги или лакти) и като използвате различни методи за заваряване. Разработената технология за заваряване на полипропиленови тръби обхваща запояване на тръбопроводи с различен диаметър и всякакъв тип фуги: заварени секции, завои, контури, крепежни елементи и клапани.
Когато работите с полипропиленови комуникации, важно е да запомните, че демонтирането на системата не е възможно.
Заварено или споено съединение не може да бъде изключено. Ето защо, когато заварявате пластмасови тръби, човек трябва да действа внимателно, без да бързате, следвайки разработената скица на бъдещата система за отопление или водоснабдяване
Едно от условията за получаване на здрава и висококачествена заварка е свързването на тръбните секции да бъдат направени от полимери със същия химичен състав. Ето защо е по-добре да изберете тръби от една и съща марка, а цветът няма значение.
Заваряването на полипропиленови тръби може да се извърши от край до край и в гнездото. Свързването на тръбата по първия начин се извършва без използването на фитинги.

Вторият метод е по-надежден, но по-често се използва за свързване на тръби с малко напречно сечение или, ако е необходимо, за промяна на посоката на тръбопровода. В този случай се използват свързващи елементи, направени от същия полимер като тръбите. При запояване частите на външната част на тръбата и вътрешната повърхност на фитинга се стопяват.
Технология на полифузионно заваряване на тръби, изработени от полипропилен
необходими инструменти и оборудване
За да свържете правилно полипропиленовите тръби, трябва да подготвите подробна схема на бъдещия тръбопровод, да маркирате всички завои, местоположението на спирателните клапани и да подготвите необходимите инструменти.
За полифузионно заваряване ще ви трябва:
- апарат за заваряване на полипропиленови тръби;
- дюзи за заваръчната машина;
- контактен термометър;
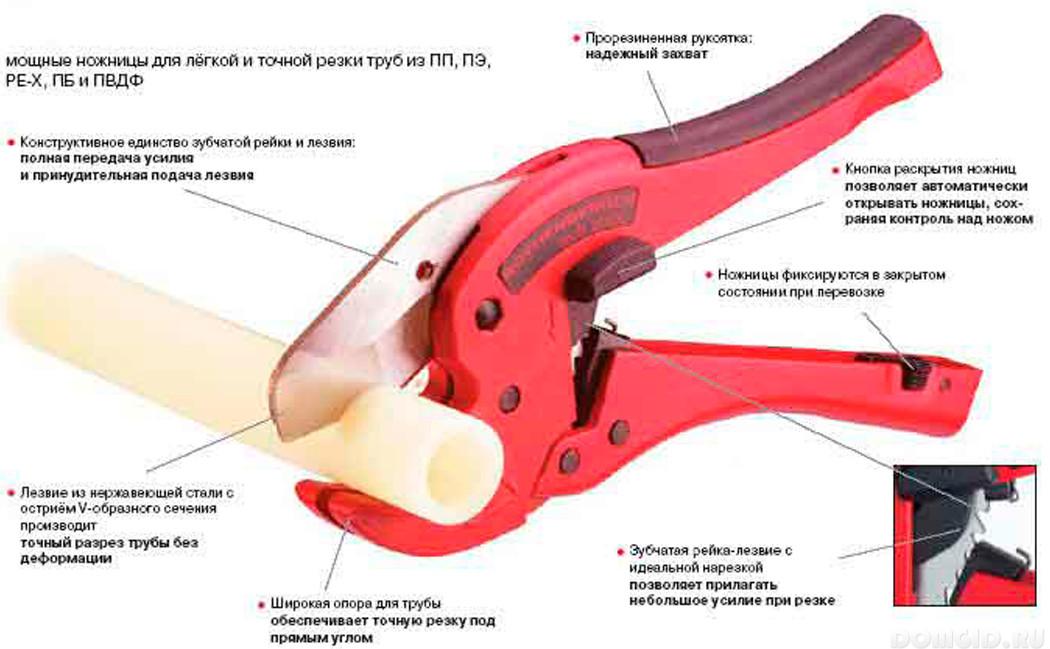
- резачка за тръби или щипки;
- самобръсначка;
- плоски скимери;
- м;
- маркер;
- несинтетична тъкан;
- алкохол.
Заваръчната машина или както е популярно наричана запояващо желязо за заваряване на полипропиленови тръби се състои от нагревателна плоча, регулатор на температурата и държач. Нагревателната плоча има два отвора за фиксиране на запояващите елементи.
Комплект с поялник обикновено включва дюзи за заваряване на полипропиленови тръби с диаметър 20, 25, 30 и 40 мм. Те са достатъчни за свързване на всички тръбопроводи за битова употреба. Железните дюзи имат тефлоново покритие, което предотвратява залепването на разтопената пластмаса върху повърхността на дюзата.

Понякога в комплекта на заваръчната машина е включен резач за тръби, който осигурява почти перфектно рязане точно и бързо.

Препоръките и процедурата за работа със заваръчната машина, посочени в ръководството за оборудване, трябва стриктно да се спазват, за да се избегнат повреди на тръбите и аварийна ситуация на тръбопровода.
Някои експерти предпочитат да използват телени резачки, които могат да се справят с рязането на различни видове полипропиленови тръби, включително тези, подсилени с фибростъкло или алуминий.
За заваряване на подсилени полипропиленови тръби ще е необходима самобръсначка, с която почистват ръбовете на тръбите преди заваряване.

Фама е необходима, когато тръбата е силно инсталирана в съединителя. Устройството скосява ръба под ъгъл от 60 градуса, ширината на среза до 40 мм.

подготвителен етап на заваряване
Самозаваряването на пропиленови тръби започва с подготовката на инструмента за работа:
- прикрепете дюзи с необходимия размер към заваръчната машина;
- задайте температурата на поялника и го включете в електрическата мрежа (времето за отопление до голяма степен ще зависи от температурата на въздуха);
- преди работа тефлоновата повърхност на дюзите трябва да се избърше с несинтетична тъкан;
- температурата на загряване на заваръчната машина може да се контролира с помощта на контактен термометър;
- функционалността на факела или резачката за тръби трябва да се провери на прототипа на тръбата, разрезът трябва да е без кухини, в противен случай инструментът трябва да бъде заточен.
Свързващите тръби трябва да бъдат подготвени за заваряване, както следва:
- вижте стените на частите; фитингите трябва да са в работно състояние;
- заваръчните фитинги и тръбите трябва да бъдат почистени и обезмаслени (избършете с алкохол);
- фитингите трябва да прилягат плътно върху джантата;
- измерете и изрежете тръбата до желания размер;

- крайната страна на тръбата, подготвена за заваряване, е по-добре да косите под ъгъл 30-45 градуса (особено важи за тръби с диаметър повече от 40 мм), когато тръбата е поставена в арматурата, материалът няма да се разкъса;
- по цялата дължина на съединението окисленият слой трябва да бъде отстранен;
- в подсилени тръби в краищата на връзката е необходимо да се отстрани алуминиевият слой с помощта на самобръсначка;

- върху тръби, подсилени с фибростъкло, такова отстраняване не е необходимо;
- предварително поставете тръбата в арматурата и маркирайте дълбочината на влизане с маркер; тръбата не трябва да е напълно затворена в монтажния втулка (оставете празнина от 1 мм), така че тръбната секция да не се стеснява при запояване.
последователност за заваряване на тръби от полипропилен
- Започваме заваряване на полипропиленови тръби. Инструкцията предвижда изпълнението на такива действия:
- Непосредствено преди да свържете тръбите, отново ги обезмаслете.
- Върху дюзата за загрято поялник първо поставете монтажната част, а след това тръбата.

- По време на нагряването е невъзможно да завъртите частите, така че да не се деформират.
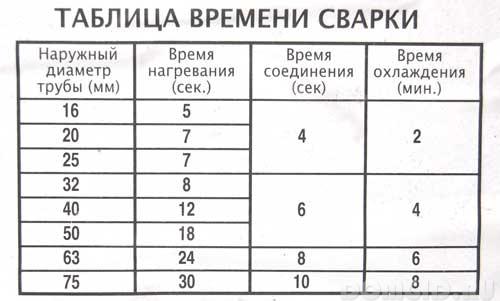
- Изчакайте необходимото време за заваряване на полипропиленови тръби. Интервалът зависи от мощността на устройството и размера на тръбата.
- Извадете разтопените части от дюзите и ги свържете чрез равномерно гладко натискане без аксиално въртене.

- Задържаме свеж шев до частично охлаждане за 30 секунди.
алгоритъм за заваряване на заварени секции
Ако тръбопроводът вече е инсталиран и има нужда от неговото разклоняване, тогава не е необходимо да деформирате системата и да разглобите секцията на тръбата, достатъчно е правилно да заварите седлото.
Процедурата за монтаж на заварения участък е следната:
- Маркирайте мястото на бъдещия клон и пробийте дупка в него (трябва да използвате специална тренировка за пластмасови тръби).
- Почистете, ако е необходимо, скрап от алуминий и обезмаслете отвора.
- Инсталирайте дюзата с необходимия размер на заваръчната машина и загрейте инструмента до 260 градуса.
- Като държите устройството за дръжката, инсталирайте нагретата дюза в отвора.
- Отоплителната седалка на готварското седло трябва да бъде поставена в нагревателната втулка (докрай) и да издържи времето за отопление (около 30 секунди).

- Извадете заваръчната машина от тръбата и много бързо свържете седалката за готвене с разтопения отвор.
- Седлото трябва да бъде натиснато плътно, съответстващо на оста, да не се върти или разхлабва. За запояване трябва да минат около 15 секунди, за 10 минути да се охладят напълно.
След като инсталирате седлото в него, можете да продължите да монтирате полипропиленови тръби и допълнителни свързващи елементи.
възможни грешки при заваряване на тръби
Грешките, направени по време на запояване на полипропиленовия тръбопровод, водят до различни проблеми: изтичане и изтичане на вода при свързването, разкъсване на тръбите, лошо водно налягане и други проблеми.
Типичните грешки при заваряване на тръби от полипропилен включват:
- празнината е твърде голяма (повече от 1 мм) между ръба на фитинга и тръбата (секцията за свързване е тънка и впоследствие тук може да се получи разкъсване на тръбата);
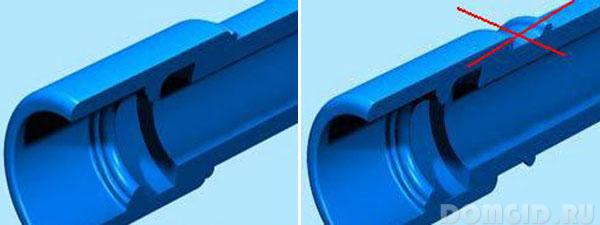
- прекомерно компресиране на две запоени части (вътре в тръбопровода се образува натрупване, което намалява налягането на водата);
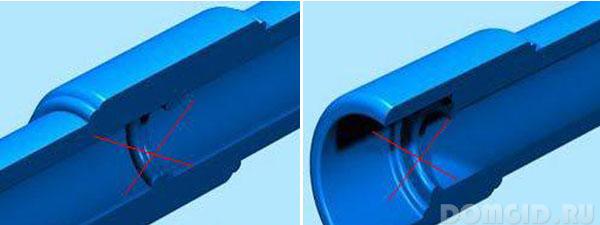
- когато частите, които трябва да се свържат, се прегряват, херметичността на съединението се влошава и ако тръбата не се нагрява, няма да е възможно да спойкате тръбите;
- несъответствието на осите на свързващите елементи ще доведе до деформация на тръбопровода и загуба на херметичност при съединенията.
Студено заваряване на тръби от полипропилен
Методът за студено заваряване се състои в залепване на тръбни секции със специално лепило, което здраво съединява различни синтетични материали на базата на пластмаса, включително полипропилен.
Студеното заваряване на полипропиленови тръби може да се използва само при монтиране на студен тръбопровод, тъй като когато влезе в контакт с гореща вода, лепилото губи функциите си, а фугата на съединението - силата си
Процедура за студено заваряване на тръби от полипропилен:
- Маркирайте върху тръбите съединенията на тръбопровода, където ще се извършва заваряването.
- Нарежете тръбите на секции с правилния размер.
- Нанесете лепило за студено заваряване върху двете секции и натиснете краищата плътно един към друг за 15 секунди.

- Фиксирайте тръбната система, така че тръбите да са неподвижни.
- Един час след залепването може да се пусне вода.
При работа със студено заваряване е важно да се спазват мерките за безопасност с агресивни вещества.
Заваряване на полипропиленови тръби чрез електрически монтаж
Електрозаварените фитинги (електрически фитинги) са фитинги, оборудвани с вградени телени нагревателни елементи, които се стопят при високи температури и образуват здрава и надеждна връзка с пластмасови тръби.
Електрическите фитинги образуват фуги, които гарантират херметичността на тръбопровода, защита срещу течове и пориви.
За да се извърши заваряване с електрически монтаж, ще са необходими същите инструменти, както при полифузионното заваряване.

Технологията на запояване на полипропиленови тръби с електрозаварена арматура:
- Нарежете тръбите с ножица.
- Обезмаслете горната част на тръбата и вътрешността на електрическата арматура.
- Отбележете дълбочината на входа на електрическия монтаж на тръбата.
- Почистете подсилената тръба от алуминий за дължината на връзката с фитинга.
- Поставете тръбата в арматурата и я фиксирайте сигурно, тъй като при нагряване полипропиленът ще се увеличи и под налягане може да изскочи от фитинга.
- Свържете електрическата заваръчна машина към мрежата и изчакайте да се загрее.
- Свържете заваръчната машина към фитинга, като използвате контактни проводници.
- Натиснете бутона START. Деактивирането ще стане автоматично.
- След заваряване охлаждането на фугата трябва да се случи естествено и без никакво механично напрежение (налягане, въртене, компресия).
Както можете да видите, при заваряване на полипропиленови тръби трябва да се вземат предвид редица важни точки, за да се избегнат грешки и да се получи силен и надежден тръбопровод, който ще продължи непрекъснато повече от десетилетие.
